Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Neues aus der Industrie
{{{sourceTextContent.title}}}
AUTOMOBILbericht
{{{sourceTextContent.subTitle}}}
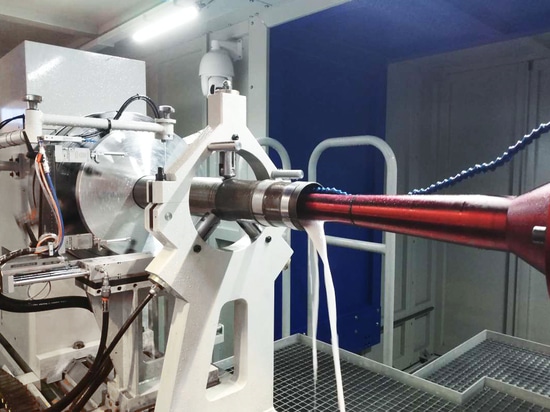
Schleifmaschinen hoher Produktion CNC-Kurbelwelle
{{{sourceTextContent.description}}}
AZ-Badekurort bietet seine DU line von Schleifmaschinen hoher Produktion CNC-Kurbelwelle an. Hauptmerkmale umfassen:
• Einzelner (DU) oder Schleifscheibewagen des Doppelten (DU2W)
• Arbeitshauptstifte, -kurbelzapfen und -flansch in einer Einrichtung
• Doppelte reibende Spindel, zum von Zykluszeit zu verringern
• Schleifbearbeitung mit Schleifscheiben CBN
Die Augenhöhlenschleifmaschine der Kurbelwelle kennzeichnet eine geschweißte Rahmenkonstruktion, die vom Verbundwerkstoff gemacht wird, der speziell durch Finite-Element-Methode entworfen ist, um den besten Kompromiss zwischen strukturellem zu erreichen
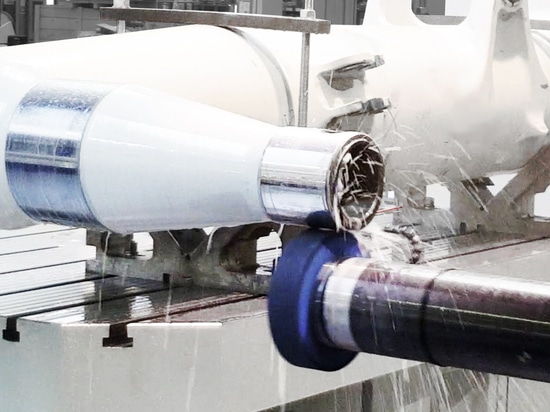
Deformationen und die Erlaubnis gehabte natürliche Frequenzen. „Der Mehrkomponenten- Verbundwerkstoff bietet die Vorteile an, die mit anderen traditionellen Lösungen, besonders im Hinblick auf dynamische Leistung verglichen werden, die in eine bessere Schwingungsantwort und in beträchtlichen Vorteile im Hinblick auf Gewicht übersetzt,“ sagte einen Firmensprecher. Die Basis ist bereit, an ein optionales Temperaturüberwachungssystem anzuschließen, um Temperatur zu steuern und zu stabilisieren, indem sie Rohre/das Abkühlen eingebettet in der Zusammensetzung erhitzt. Dieses System verringert die Anheizzeit und thermische Probleme, die durch Stillstandszeit, Trennstellen oder Nutzungsänderungen verursacht werden. Die örtlich festgelegte Tabelle auf der Maschinentabellebasis wird vom monolithischen Roheisen gemacht, das hochfest und thermisch stabilisiert ist. „Der Bearbeitungsprozeß der Kurbelwelle umfasst das Reiben aller Hauptleitungen und Kurbelzapfen einschließlich Radius und gestoßene Oberfläche sowie das externe
Durchmesser des Schwungrades,“ sagte den Sprecher. „Annehmend, dass eine Kurbelwelle vorher an den Seiten und an der Schulter des Flansches maschinell bearbeitet wurde, haben wir identifiziert den Gebrauch einer Schleifmaschine mit Wagen mit zwei dem unabhängigen Schleifscheiben als die beste Lösung für hohe Produktion.“ Die linearen und die Winkelbewegungen des reibenden Kopfes angetrieben durch die lineare und Drehmomenterzeuger. Die Stellung von diesen wird ununterbrochen durch Endlosschleife mit absoluten Kodierern überwacht, linear und eckig, dessen Positionierungsgenauigkeit +/--0,0005 Millimeter und +/-0.005° zur Verfügung stellen Sie. Die vitrified Schleifscheiben CBN haben einen Standarddurchmesser von 610 Millimeter und eine abschleifende Stärke von 5 Millimeter. Der Schleifscheibekörper wird vom Aluminium gemacht, um zu helfen, Leichtigkeit und Steifheit sicherzustellen und
zu Probleme des akustischen Sensors vermeiden. Die Standardschnittgeschwindigkeit ist 125 m/s. Die Schleifscheiben, die geliefert werden, können der Radius sein und entsprechend dem Bedarf des Kunden- und Komponentenarbeitszyklus umreißen und zugespitzt. Die reibenden Scheibenköpfe werden aus einem einfachen oder doppelten Paar orthogonalen von Roheisen hergestellten und thermisch stabilisierten Wagen konstruiert. Sie werden an die Basis durch das Rezirkulieren von vorbelasteten Rollenführungsschienen, um zu helfen Linearitäten, und Flachheit in allen Wagenpositionen und in allen ladenden Situationen sicherzustellen angeschlossen. Die Wagenbewegung wird von einem Paar Linearmotoren zur Verfügung gestellt, die unabhängig und sortiert sind, um im Anwendungsbereich zu arbeiten erfordert. Häuser jedes obere Wagens ein stationärer Drehkopf, der entworfen ist, mit verschiedenen Arten von Spindeln für verschiedene Verarbeitungsarten, wie internes oder externes Reiben konfiguriert zu sein. Die Schleifscheibedrehköpfe werden mit zwei gegenüberliegenden electrospindles eingestellt. Schmierung ist mit dauerhaftem Fett und Dichtungen sind nicht-glattes pneumatisches (Filter 5 μm). In der Galvanospindel werden zwei Thermoelementen zur Steuerung und zur Regelung des Kühlsystems vereinbart. Rotation wird durch einen eckigen Kodierer gesteuert. Die Spindel ist entworfen, um mit CBN-Rädern zu arbeiten. Das Kupplungssystem zwischen den Flanschen und der Spindel ist konische Art. Das dynamische reibende Radauswuchten wird durch einen internen dynamischen Stabilisator mit GAP sichergestellt und Steuer-Sensor zerquetscht. Der Spindelkasten wird vom hochfesten Roheisen hergestellt, das thermisch stabilisiert wird. Er wird für die dauerhafte Fettschmierung und die pneumatischen berührungsfreien Dichtungen entwickelt (filtern Sie μm 5). Zwei Thermoelemente liefern Steuerung und Regelung des Kühlsystems. Rotation wird gesteuert, durch einen Winkelcodierer mit 10.000 Impulsen/auf Touren bringt, um sicherzustellen
Genauigkeit des Augenhöhlensystems. Auf Spindelkasten ist die Spindel ein Selbst-festklemmendes und Selbst-kompensierendes hydraulisches System mit drei Backenfutter mit einer Spannkraft von 20 installiert (kN). Dieses liefert Genauigkeit und Wiederholbarkeit des automatischen Werkstückfestklemmens.