Zu meinen Favoriten hinzufügen
Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten,
klicken Sie hier
#Produkttrends
{{{sourceTextContent.title}}}
Ruidings EPC Regenerative Thermische Oxidationsanlage für 150.000 t/a Maleinsäureanhydridanlage Abgas- und Abwasserbehandlung
{{{sourceTextContent.subTitle}}}
Integrierte VOC-Vernichtung und Abwasserbehandlung für moderne Chemiefabriken
{{{sourceTextContent.description}}}
Angenommene Zeit
Dezember 2021
Standort
Guangdong Huizhou
Lösung
Regenerative thermische Oxidationsanlage
Verschmutzungsquelle
Abgase und Abwässer
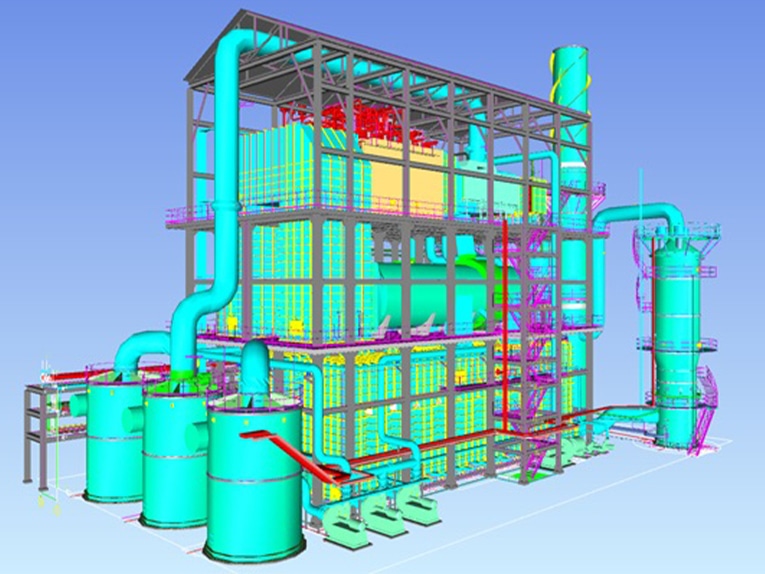
Das regenerative thermische Abluftreinigungssystem wurde von Ruiding speziell für Huizhou Yuxin New Materials Co. entwickelt. Huizhou Yuxin New Materials Co., Ltd. verfügt über die weltweit größte Produktionskapazität für Maleinsäureanhydrid-Anlagen in einer Anlage.
Dieses System zur regenerativen thermischen Oxidation kann jährlich 150.000 Tonnen Maleinsäureanhydrid-Abgas und eine geringe Menge an Abfallflüssigkeit verarbeiten. Ruiding setzt für die Abgasbehandlung entweder ein eigenständiges RTO-Verfahren (Regenerative Thermal Oxidizer) oder ein eigenständiges TO-Verfahren (Thermal Oxidizer) innovativ ein. Dies ist der weltweit erste Einsatz eines neuen Prozesses, der "RTO + TO + Abwärmerückgewinnungssystem" kombiniert und das größte Prozessluftvolumen von 480.000 Standardkubikmetern pro Einheit erreicht und 2,5 Tonnen Abfallflüssigkeit pro Stunde behandelt. Zusätzlich fängt das Abwärmerückgewinnungssystem die Restwärme auf und wandelt sie in gesättigten Dampf mit einer Rate von 200 Tonnen pro Stunde um, mit Parametern von 9,45 MPaG und 535°C. Dieser Sattdampf wird dann zur Wärmeversorgung des Wasserentsalzungssystems verwendet.
Das System nimmt eine Fläche von 35*59 Metern ein und umfasst Komponenten wie einen Nebelabscheider, einen thermischen Filter, eine RTO, einen Sprühwäscherturm, einen Elektrofilter, einen TO, einen Hochdruck-Dampfüberhitzer, einen SCR-Reaktor, einen Abgasvorwärmer, einen Rauchgaswärmetauscher für die Entsalzung, einen Kamin, einen Anfahrventilator, einen Ventilator für den Rückzug und ein Verbrennungssystem. Die kombinierte RTO- und TO-Anlage sorgt dafür, dass die Rauchgasemissionen den Umweltnormen entsprechen.
Das Projekt wurde am 30. September 2021 mechanisch fertiggestellt und schloss am 10. November 2021 die Erprobung im heißen Zustand, einschließlich der Trocknung des Ofens, ab. Anfang Dezember 2021 wurden die Produktion und der Betrieb offiziell aufgenommen.