Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Produkttrends
{{{sourceTextContent.title}}}
Warum ein inkonsistenter Materialfluss Sie teuer zu stehen kommt
{{{sourceTextContent.subTitle}}}
Erfahren Sie, wie stabile Fütterung und genaue Dosierung die Qualität verbessern und die Kosten senken.
{{{sourceTextContent.description}}}
Wenn ein Spritzgussteil einen Falltest nicht besteht, Farbschlieren aufweist oder von Schuss zu Schuss ein paar Gramm Abweichung zeigt, werden fast immer zuerst Fragen zur Maschine gestellt. Einspritzgeschwindigkeit. Schmelzetemperatur. Gegendruck. Konstruktion der Form. Kühlungsprofile.
All das ist eine Überprüfung wert. Doch bevor diese Faktoren ins Spiel kommen, entscheidet ein grundlegender Faktor darüber, ob der Prozess überhaupt stabil ist:
Wie gleichmäßig das Material in die Maschine fließt.
Die meisten Gießer gehen davon aus, dass der Materialfluss stabil ist. Das ist er aber selten. Tatsächlich ist er eine der am meisten unterschätzten Quellen für Schwankungen in der Fabrikhalle und eine der am einfachsten zu behebenden, wenn man ihn erst einmal verstanden hat.
Was verstehen wir eigentlich unter Materialfluss?
Beim Materialfluss beim Spritzgießen geht es nicht nur darum, wie das geschmolzene Polymer die Kavität füllt. Er beginnt stromaufwärts, lange bevor die Schmelze in den Zylinder gelangt, und jeder Schritt ist wichtig.
Fluss aus Silos oder Schüttgutlagern
Förderung in Tagesbunker oder Trichter
Einspeisung in Mischsysteme
Dosierung von Additiven, Masterbatch und Mahlgut
Zuführung in den Maschineneinlauf
Wenn eine Stufe in dieser Kette instabil ist, wird der gesamte Formprozess reaktiv statt kontrolliert. Die Bediener kämpfen dann an der Maschine mit Symptomen, die eigentlich drei oder vier Schritte weiter oben verursacht wurden.
Wo Materialflussprobleme beginnen
1. Inkonsistente Beschickung an der Maschine
Brückenbildung, Rattenlochbildung und schlechte Entleerung von Trichtern unterbrechen die gleichmäßige Zufuhr zur Schnecke. Wenn die Zufuhr schwankt, schwankt auch der Prozess:
Das Schussgewicht schwankt
Die Plastifizierung wird inkonsistent, da die Schnecke ungleichmäßiges Material erhält
Die Schneckenerholungszeit verschiebt sich
Kissenschwankungen nehmen zu (die Schmelzereserve an der Schneckenfront wird unberechenbar)
Die Bediener kompensieren dies oft durch Anpassung der Maschinenparameter, aber die zugrunde liegende Instabilität bleibt bestehen. Systeme zur Verbesserung des Materialaustrags und der Einzugskonsistenz, insbesondere bei hohem Mahlgutanteil oder schwierigen Materialien, stabilisieren den Prozess, bevor er überhaupt die Schnecke erreicht.
2. Der Faktor Vibration
Die meisten gravimetrischen Mischer wurden für Extrusionsanlagen entwickelt, die stillstehen. Beim Spritzgießen ist das anders. Jeder Schließzyklus sendet Vibrationen durch die Wägezellen des Mischers, und viele Systeme können nicht zwischen einer echten Gewichtsveränderung und einer Erschütterung der Maschine unterscheiden. Das Ergebnis sind unregelmäßige Dosierungen, volumetrische Rückfallmodi oder die Montage des Mischers außerhalb der Maschine auf einem separaten Ständer, was zusätzliche Kosten, Komplexität und einen weiteren Materialtransportschritt bedeutet.
Die Schwingungskompensationssoftware von TSM wurde speziell für diese Fälle entwickelt. Die Steuerung erkennt die Zyklusmuster der Klammer und filtert sie heraus, so dass das Wiegen auch bei starken Zyklen der Maschine genau bleibt. Während der heftigsten Bewegungsphasen kann das System kurzzeitig auf einen zeitbasierten volumetrischen Modus umschalten, um die Dosierung konsistent zu halten, und kehrt dann zur vollen gravimetrischen Genauigkeit zurück, sobald sich die Maschine stabilisiert hat, und zwar ohne Eingreifen des Bedieners.
3. Variabilität im Mahlgutfluss
Regenerat verhält sich nicht wie neues Material. Es unterscheidet sich in:
Schüttdichte
Form der Partikel
Fließeigenschaften
Feuchtigkeitsaufnahme
Mahlgutflocken: variable Schüttdichte, Partikelform und Fließverhalten - gemessen nach Gewicht, nicht nach Volumen angenommen.
Wenn das Material volumetrisch dosiert wird, verändern Schwankungen in der Schüttdichte direkt den tatsächlichen Anteil, der in den Prozess gelangt. Ein Mischer, der auf 30 % Mahlgut eingestellt ist, kann zwischen 25 % und 35 % liefern, da sich die Flockencharakteristik während der Schicht verändert. Diese Abweichung zeigt sich im Formteil als:
Schwankungen in der Wandstärke
Inkonsistente mechanische Eigenschaften
Kosmetische Mängel
Höhere Ausschussraten
Gravimetrische Mischsysteme wie der OptiMix Gravimetric Batch Blender und der TSM MultiBlend messen das Material nach Gewicht, nicht nach Volumen. Genaue Verhältnisse werden beibehalten, auch wenn sich die Fließeigenschaften von Charge zu Charge ändern. Der Materialfluss wird kontrolliert, nicht vorausgesetzt.
Ein praktisches Beispiel: Wenn der Kalziumkarbonat-Füllstoff nicht gleichmäßig verteilt wird, entstehen Schwachstellen an den Stellen, an denen sich der Füllstoff konzentriert hat. Der Kunststoff ist der Kleber, der Füllstoff haftet nicht. Die Betreiber reagieren oft mit der Zugabe von mehr Füllstoff, was das Problem noch verschlimmert. Die eigentliche Lösung ist eine bessere Dispersion im Vorfeld, nicht mehr Material.
4. Stabilität der Dosierung von Additiven und Masterbatches
Zusatzstoffe und Masterbatch sind die empfindlichsten Komponenten in der gesamten Fließkette. Eine Abweichung von 0,5 % bei einer Masterbatch-Dosierung von 3 % entspricht einem Fehler von 17 % in der Farbkonzentration, der sich sofort in Form von Schlieren, Farbverschiebungen oder einem fehlerhaften Aussehen der Teile bemerkbar macht.
Der Industriestandard für die Masterbatch-Dosierung liegt in der Regel bei 2-3 %. Wenn eine Anlage mit 4 % oder 5 % arbeitet, liegt das selten daran, dass das Teil tatsächlich so viel Farbe benötigt, sondern fast immer daran, dass die Bediener den Prozentsatz erhöht haben, um sichtbare Inkonsistenzen auszugleichen. Die Dispersion ist schlecht, die Farbe sieht ungleichmäßig aus, also wird mehr zugegeben. Die Materialkosten steigen. Das zugrundeliegende Problem bleibt aber genau dort, wo es war.
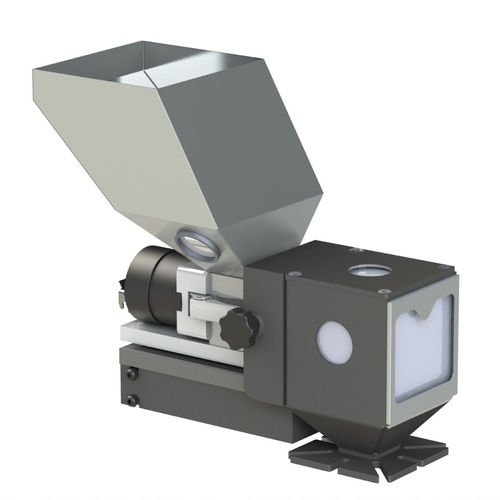
Hochpräzise gravimetrische Dosiersysteme wie OptiFeed SLIW Gravimetric Dosing messen und regulieren kontinuierlich die Dosierrate und sorgen für einen stabilen Additivfluss, unabhängig von den Schwankungen im Vorfeld. Das Ergebnis ist Präzision ohne Überdosierung und oft eine echte Reduzierung des Masterbatch-Verbrauchs, sobald die Konsistenz hergestellt ist.
Die Verbindung zwischen Materialfluss und Schuss-zu-Schuss-Konsistenz
Das Spritzgießen ist ein sich wiederholender Prozess. Die Stabilität hängt von der Wiederholbarkeit ab.
Wenn der Materialfluss auch nur geringfügig schwankt, beginnt jeder Schuss mit einer leicht unterschiedlichen Materialbeschaffenheit. Dies wirkt sich auf die Homogenität der Schmelze, die Schneckenrückgewinnung, die Druckstabilität und das Gleichgewicht der Kavitätenfüllung in Mehrkavitätenwerkzeugen aus. Über Tausende von Zyklen hinweg summieren sich diese kleinen Schwankungen zu echtem Ausschuss und Qualitätsproblemen.
Die gravimetrischen Chargenmischer OptiMix 600, die in einer Formanlage installiert sind, wurden so konstruiert, dass die Rezepturgenauigkeit bei jedem Zyklus der unten stehenden Maschine erhalten bleibt.
Aus diesem Grund können gemittelte Genauigkeitsangaben irreführend sein. Viele Hersteller von Mischern geben die Genauigkeit als Durchschnittswert für acht oder zehn Chargen an, was die Vorgänge von Schuss zu Schuss verschleiert. Ein Mischer, der abwechselnd fett und mager dosiert, zeigt einen schönen Durchschnitt an, produziert aber inkonsistente Einzelteile.
Beim Spritzgießen liefert man keine Durchschnittswerte. Sie liefern einzelne Teile. Was zählt, ist die Konsistenz von Charge zu Charge dessen, was tatsächlich in die Schnecke einläuft, und genau das soll das zweistufige Mischen in Kombination mit dem positiven Puffersystem gewährleisten.
Den Durchfluss messen, statt ihn anzunehmen
Viele Formanlagen arbeiten mit eingeschränktem Einblick in den tatsächlichen Materialdurchsatz. Ohne genaue Messung ist es sehr schwer, die Fragen zu beantworten, die die Rentabilität bestimmen:
Verwenden wir genau den Prozentsatz an Regenerat, den wir glauben zu verwenden?
Wie viel Masterbatch verbrauchen wir tatsächlich pro Teil?
Schwankt der Materialverbrauch zwischen den Schichten oder zwischen den Bedienern?
Wie hoch sind die tatsächlichen Materialkosten pro Teil, pro Rezeptur, pro Maschine, pro Tag?
Rezepttransparenz in Echtzeit: jeder Komponentenanteil, jede Schicht, jedes Rezept - gemessen statt geschätzt.
Systeme wie der OptiBatch Material Totalizer in Kombination mit Insight, der Echtzeit-Datenerfassungsplattform von TSM für die Industrie 4.0, verwandeln den Materialfluss von einer versteckten Variable in eine messbare Leistungskennzahl. Jeder Prozentsatz, jedes Rezept, jede Schicht wird protokolliert und kann überprüft werden.
Warum der Materialfluss heute noch wichtiger ist
Das Spritzgießen ist heute anspruchsvoller als je zuvor. Mehrere Faktoren führen dazu, dass die Toleranz für Variabilität aus dem Prozess herausgedrückt wird:
Höhere Zielvorgaben für den Recyclinganteil, die oft von Markeninhabern oder Vorschriften vorgegeben werden
Dünnwandige Anwendungen, bei denen kleine Materialabweichungen zu sichtbaren Fehlern werden
Enge Maßtoleranzen in der Automobil-, Medizin- und Verpackungsindustrie
Anforderungen an die Rückverfolgbarkeit, die eine Prüfung von Rezeptur zu Rezeptur erfordern
Multimaterial- und Multikomponententeile mit kritischen Schicht- oder Einsatzverhältnissen
Mit zunehmender Komplexität sinkt die Toleranz für Variabilität. Bei einem stabilen Materialfluss geht es nicht mehr nur darum, Verstopfungen zu vermeiden, sondern gleichzeitig Qualität, Rentabilität und Compliance zu sichern.
Der versteckte Treiber: Sicherheit und Automatisierung
In vielen Gießereien ist der Materialfluss nicht nur ein Qualitäts-, sondern zunehmend auch ein Sicherheitsproblem. Bediener klettern auf die Maschinen, um Trichter nachzuladen. Heben von 25-kg-Säcken von Hand. Beim Entstapeln stehen sie unter aufgehängten Big Bags. Dies sind echte Risiken, die Versicherungsanbieter, HR-Teams und Qualitätsprüfer nicht länger übersehen wollen.
Automatisierte Ladesysteme, Schieber, Abblasreinigung und ferngesteuerte Entladestationen sind nicht nur betriebliche Verbesserungen. Sie beseitigen spezifische Sicherheitsrisiken in der Fabrikhalle, und in vielen Fällen ist es das, was das Budget für ein umfassenderes Materialtransportprojekt freisetzt. Die Anschaffung eines Mischers wird zu einer sicherheitsorientierten Automatisierungsinvestition, denn die wirklichen Kosten sind nicht die Geräte, sondern ein einziger schwerer Zwischenfall, der hätte vermieden werden können.
Von reaktiver zu kontrollierter Verarbeitung
Wenn der Materialfluss uneinheitlich ist, kompensieren die Verarbeiter dies an der Maschine:
Anpassen des Drucks
Erhöhung der Temperaturen
Verlangsamung der Zykluszeiten
Überdosierung von Zusatzstoffen
Diese Anpassungen können die Produktion vorübergehend stabilisieren, verursachen aber fast immer höhere Kosten: längere Zyklen, mehr Energie, mehr Material, mehr Nacharbeit. Sie behandeln eher die Symptome als die Ursachen.
Die Alternative besteht darin, die Instabilität an der Quelle zu bekämpfen: kontrolliertes Mischen, genaues Dosieren, stabile Zuführung, Messung des Durchsatzes und Materialdaten in Echtzeit. Wenn der Input stimmt, muss die Maschine viel weniger korrigieren und hat viel weniger Gelegenheit, abzudriften.
Der Wettbewerbsvorteil eines kontrollierten Materialflusses
Der Materialfluss ist vielleicht nicht auf dem Armaturenbrett der Produktion sichtbar. Aber er beeinflusst fast alles, was es gibt:
Ausschussraten
Verbrauch von Additiven und Masterbatches
Stabilität der Umstellung
Maschinenbetriebszeit und -effizienz
Qualitätsbeanstandungen von Kunden
Wenn der Fluss kontrolliert wird, wird der Gießprozess vorhersehbar, und beim Spritzgießen bedeutet Vorhersehbarkeit Rentabilität.