#Neues aus der Industrie
3D Bioprinting mit Alginat
Perfekte Konturen, feine Linien, saubere Start- / Endpunkte mit Puredyne®
Alginat ist eines der am häufigsten verwendeten Materialien im Bioprinting. Neben relativ günstigen Materialkosten sind auch die mechanischen Eigenschaften und die Druckbarkeit ein Pluspunkt für das Material. Mit bestehenden Extrusionssystemen wie pneumatischer Auspressung oder Spritzenextrusion können jedoch Unregelmäßigkeiten beim Bioprinting der Modelle durch Prozess-Schwankungen entstehen. Mit dem Puredyne® kit b gehören diese Probleme der Vergangenheit an.
Alginat als universelles Hydrogel
In einer Vielzahl von Studien wird Alginat als Basis für Bioinks verwendet. Sowohl reines (Natrium-)Alginat in Lösung als auch chemisch modifizierte Varianten bilden den größten Anteil an wissenschaftlich erforschten Hydrogelen. Oxidiertes Alginat soll beispielsweise dazu beitragen, dass beigemischte Zellen schneller Bewegungsfreiheit durch degradierendes Alginat erhalten. Hingegen ermöglicht methacryliertes Alginat die Photopolymerisation und damit andere Druckverfahren, die auf der Aushärtung durch Photonen beruhen. Die große Beliebtheit von Alginat rührt nicht nur von den günstigen mechanischen und chemischen Eigenschaften her. Auch auf biologischer Ebene bietet das Hydrogel den Vorteil sehr guter Biokompatibilität und ist damit universell einsetzbar.
Welche mechanischen Probleme treten bei der additiven Fertigung von Alginat auf?
Um Alginat zu verdrucken, stehen mehrere Möglichkeiten zur Verfügung. Neben lichtbasierten Verfahren, die mit modifiziertem Alginat möglich sind, bilden extrusionsbasierte Verfahren den größten Anteil des biologischen 3D-Drucks. Die Extrusion der Biotinten erfolgt derzeit im Wesentlichen auf zwei unterschiedliche Arten.
- Pneumatische Extrusion: Mithilfe von Luftdruck wird ein Stopfen in einer Kartusche vorwärtsgetrieben. Der Druck sorgt für die Ausbildung eines Materialstrangs an der angeschlossenen Dosiernadel. Der Vorteil von pneumatischer Extrusion ist die Einfachheit des Systems. Ein kontrollierter Fadenabriss wird jedoch durch fehlenden Rückzug des Materials erschwert. Die Druckluft kann lediglich selektiv an- und ausgeschaltet werden. Vor allem bei nicht entgastem Material tritt ein Nachtropfen auf, das nicht kompensiert werden kann. Ein weiterer nicht zu unterschätzender Nachteil ist die Abhängigkeit von externen Einflussfaktoren. Dazu zählen beispielsweise der umgebende Luftdruck, die Umgebungstemperatur und der Füllstand der eingespannten Kartusche, der den Extrusionsdruck beeinflusst. Speziell Alginat neigt außerdem zum schnellen Trocknen. Dies kann zum Verstopfen der Dosiernadel, dem „Nozzle Clogging“ führen. Bei konstant eingestelltem Druck besteht keine Möglichkeit mehr, dass sich die Nadel von selbst freispült. Der Anwender muss die Nadel entfernen und reinigen. Dies kann dazu führen, dass das gesamte Druckergebnis unbrauchbar wird.
- Spritzenextrusion: Ein weiteres, beliebtes Extrusionssystem ist die spindelgetriebene Extrusion mit einer Spritze. Dabei wird eine Spritze mit Material (beispielsweise Alginat) in eine Vorrichtung eingespannt, die Druck auf den ausgefahrenen Kolben der Spritze ausübt. Der Antrieb erfolgt durch eine motorgekoppelte Spindel. Dieses System bietet den Vorteil, dass es als volumetrisch angesehen werden kann. Das heißt, dass eine definierte Drehung der Spindel weitgehend proportional zu der extrudierten Menge an Material ist. Auch ein Rückzug kann durch Rückwärtsdrehung der Spindel erreicht werden. Gemindert wird die Präzision durch das jeweils verwendete Material. Ist das Biomaterial kompressibel, so tritt schnell ein Nachtropfen auf. Dieses Nachtropfen ist abhängig von der Menge an Material, die sich noch in der Spritze befindet, da bei Start-Stopp-Bewegungen unterschiedlich viel Gas komprimiert und entspannt wird. Bei häufiger Verwendung dieses Vorganges kann eine Art Schwingungsverhalten erzeugt werden, wodurch die Präzision vermindert wird. Als weiterer Negativpunkt ist der erhöhte Platzbedarf zu sehen, da die gefüllte Spritze inklusive Auspresssystem aufrecht in einem Drucker untergebracht werden muss.
Puredyne® kit b zum Drucken von Alginat
Neben den bekannten Extrusionssystemen steht seit kurzem auch das, auf der Exzenterschnecken-Technologie beruhende, Puredyne® kit b zum Drucken von Alginat zur Verfügung. Das volumetrische Verfahren ermöglicht konstantes und prozesssicheres 3D-Drucken unter Eliminierung nahezu aller Nachteile, die bisherige Extruder aufweisen. Damit unterscheidet sich der Druckkopf von allen bisherigen Systemen. Zum Test der Performance wurde ein Druckversuch mit Alginat 5 % durchgeführt.
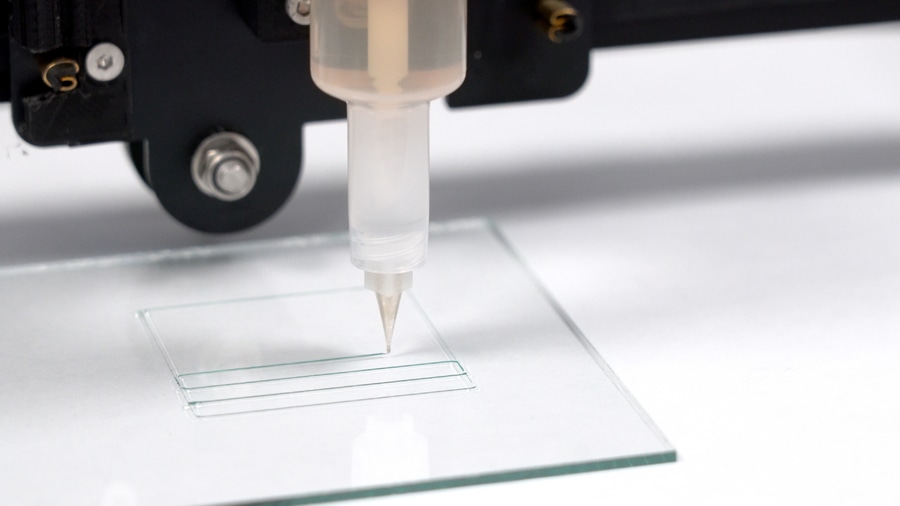
- Versuchsaufbau: Eine Puredyne® cap b5 wird mit CELLINK Alginat 5 % über den integrierten Luer-Lock-Anschluss befüllt. Mit einer Drehung wird die Cap über den Bajonett-Anschluss mit dem Druckkopf verbunden und die Dosiernadel montiert. Angelegte Druckluft stellt die Materialversorgung des Extruders sicher (Druckluft hat selbst keine Extrusionsfunktion).
- Durchführung: Die zur Geschwindigkeit proportionale Materialmenge und das zu druckende Modell werden am Computer eingestellt. In einem Linienmuster werden mehrere Stränge Alginat abgelegt. Besonderes Augenmerk liegt auf den Start-Stopp-Punkten.
- Druckergebnis: Mit eingestelltem Rückzug kann das Muster perfekt und ohne überschüssiges Material an den Start- oder Endpunkten gedruckt werden. Das Ergebnis des Druckversuchs mit Alginat ist im Video zu sehen. Es zeigt perfekte Konturen, feine Linien, sowie saubere Start- und Endpunkte.
Alginat prozesssicher drucken
Die Vielseitigkeit von Alginat ist dessen größte Stärke. Bisher fehlte jedoch ein Extrusionssystem, das diese Vielseitigkeit zuverlässig und mit hoher Präzision unterstützt. Mit dem Puredyne® kit b kann genau diese Lücke geschlossen werden. Nicht nur das Alginat mit einer Konzentration von 5 % lässt sich optimal drucken, sondern auch andere Konzentrationen mit verschiedensten Materialien. Viskositäten spielen beim Drucken mit dem Puredyne® kit b nahezu keine Rolle mehr! Perfekte Prozesskontrolle ist der nächste große Schritt im Bioprinting!


