Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Neues aus der Industrie
{{{sourceTextContent.title}}}
Wie wählt man eine Setzplatte für das Metall-Spritzgießen (MIM) aus?
{{{sourceTextContent.subTitle}}}
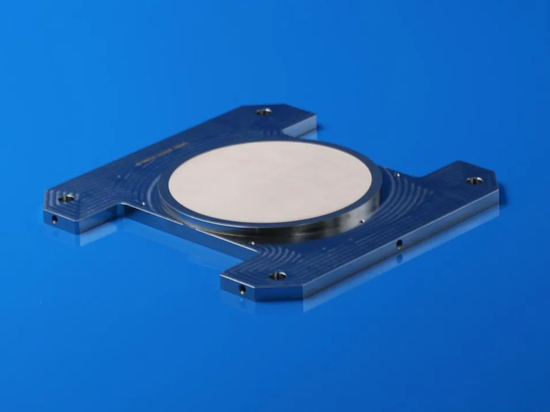
Abziehplatte für Metall-Spritzgießen (MIM)
{{{sourceTextContent.description}}}
Das Pulverspritzgießen (Powder Injection Molding, PIM) ist ein Verfahren zur Herstellung von Bauteilen mit komplexer Form und hoher Leistung aus Metallen und Keramiken, dem Metallspritzgießen (MIM) und dem Keramikspritzgießen (CIM). Es handelt sich um eine Kombination aus Kunststoffspritzguss und Sinterpulvertechnologie.
Was ist Metall-Spritzgießen (MIM)
Beim Metall-Spritzguss (MIM) werden zwei etablierte Technologien, der Kunststoffspritzguss und die Pulvermetallurgie, miteinander kombiniert.
Dies befreit die Konstrukteure von den traditionellen Beschränkungen, die mit der Formgebung von Edelstahl, Nickeleisen, Kupfer, Titan und anderen Metallen verbunden sind.
Die meisten gängigen technischen Legierungen können durch MIM hergestellt werden, aber etwa 30 Legierungen dominieren die Anwendungen. Die beliebtesten Legierungen sind chirurgischer Edelstahl (allgemein als 17-4 PH oder American Iron and Steel Institute 630 oder AISI 630 bezeichnet) und austenitische Edelstähle (AISI 304L und AISI 316L).
Was ist der Prozess des Metall-Spritzgießens?
Schritt 1: Ausgangsmaterial
Sehr feine Metallpulver werden mit thermoplastischen Bindemitteln und Wachs in einer präzisen Rezeptur kombiniert. Durch ein geschütztes Compoundierverfahren entsteht ein homogenes, pelletiertes Ausgangsmaterial, das wie Kunststoff spritzgegossen werden kann.
Schritt 2: Werkzeugbau
Die Werkzeugkavität oder Form für MIM wird als Vergrößerung des endgültigen Teils konstruiert. Der Raum, den das Bindemittel im Ausgangsmaterial einnimmt, wird durch das Sintern vernichtet. Dies zeigt sich darin, dass das endgültige Bauteil in der Regel etwa 20 % kleiner ist als die Werkzeugkavität.
MIM-Werkzeuge bestehen in der Regel aus gehärtetem Stahl, wie S7 oder H13. Für Werkzeuge mit geringerem Volumen oder "Brückenwerkzeuge" kann P20 verwendet werden, das nach einer Wärmebehandlung eine gewisse Verschleißfestigkeit aufweist. Für Werkzeuge für hohe Produktionsmengen werden härtere Werkzeugstähle verwendet.
Schritt 3: Gießen
Das Ausgangsmaterial wird erhitzt und unter hohem Druck in einen Formhohlraum gespritzt. Auf diese Weise können wir wie bei einer Spritzgussform extrem komplexe Formen herstellen.
Nach dem Spritzgießen wird das Bauteil als "grünes" Teil bezeichnet. Seine Geometrie ist mit der des fertigen Teils identisch, es ist jedoch etwa 20 % größer, um die Schrumpfung während der abschließenden Sinterphase zu berücksichtigen.
Schritt 4: Entbindern
Das Entbindern (Entbindern) ist ein kontrollierter Prozess, bei dem der größte Teil des Bindemittels entfernt und das Teil für den letzten Schritt - das Sintern - vorbereitet wird.
Ist das Entbindern abgeschlossen, wird das Bauteil als "braun" bezeichnet
Schritt 5: Sintern
Das braune Teil wird durch eine kleine Menge des Bindemittels zusammengehalten und ist sehr zerbrechlich.
Durch das Sintern wird das restliche Bindemittel entfernt und das Bauteil erhält seine endgültige Geometrie und mechanische Festigkeit. Während des Sinterns wird das Bauteil Temperaturen nahe dem Schmelzpunkt des Materials ausgesetzt.
Was ist der wichtigste Kontrollpunkt im Sinterprozess?
Die Kontrolle des Kohlenstoffpotenzials ist der wichtigste Punkt im MIM-Sinterprozess. Durch die Kontrolle des Kohlenstoffpotenzials werden die Qualität der Produkte verbessert, die Produktionskosten gesenkt, die Kundenzufriedenheit erhöht und die aktuelle und zukünftige Marktdurchdringung von MIM erweitert.
Die keramische Sinterplatte ist die beste Wahl im Sinterprozess für das Metall-Spritzgießen. Es gibt verschiedene keramische Materialien für die MIM-Sinterplatte:
- Aluminiumoxid (Al2O3) als keramische Sinterplatte: niedrigere Kosten und die beliebteste keramische Sinterplatte für das Metall-Spritzgießen, maximale Betriebstemperatur bis zu 1600°C (an Luft).
- Bornitrid (HBN) keramische Absetzplatte: weich wie Graphit, genannt "weißer Graphit", mittlere Kosten, lange Lebensdauer, und verwendet als Absetzplatte für das Sintern bei hohen Temperaturen bis zu 2100°C (Gaseinsatz).
- Aluminiumnitrid (AlN) keramische Sinterplatte: AlN-Keramik ist die Grundlage für geringe seitliche Temperaturunterschiede und führt zu einer homogenen Wärmeverteilung innerhalb der Sinterkomponenten.
Wie wählt man die geeignete keramische Sinterplatte für MIM aus?
Aluminiumoxid-, Bornitrid- und Aluminiumnitrid-Keramiken bieten als Sinterplatten entscheidende Vorteile gegenüber herkömmlichen Sinterplatten aus Materialien wie Graphit oder Wolfram. Dies ermöglicht eine energie- und kosteneffiziente Verarbeitung von hochpräzisen Sinterbauteilen.
Keramische Sinterschalen und Setzplatten helfen, Formteile im Sinterofen optimal anzuordnen und zu fixieren, um Verformungen der braunen Teile während des Brennvorgangs zu verhindern.
Rauheit
Geringe Oberflächenrauhigkeit sorgt für optimales Gleiten der Formteile. Die glatte, partikelfreie Oberfläche schützt die Teile zudem vor Verunreinigungen durch die Absetzer.
Thermische Leitfähigkeit
Die hohe Wärmeleitfähigkeit von Aluminiumoxid-, Bornitrid- und insbesondere Aluminiumnitridkeramik ist die Grundlage für geringe laterale Temperaturunterschiede und führt zu einer homogenen Wärmeverteilung innerhalb der Sinterkomponenten. Ein weiterer Vorteil ist die ausgezeichnete Temperaturwechselbeständigkeit, die schnellere Brennzyklen ermöglicht.
Hohe thermische Beständigkeit
Dies wirkt sich positiv auf die Energieeffizienz der Brennprozesse aus. Hoch wärmebeständige Materialien wie Hochleistungskeramik führen zu einer geringeren Dicke der Absetzer, was die Energieeffizienz verbessert, da weniger thermischer Ballast vorhanden ist. Darüber hinaus können keramische Absetzplatten auch bei Temperaturen weit über 2100°C eingesetzt werden.
Inerte Oberflächen
Hochleistungskeramik macht den Einsatz von Trennmitteln oder Schutzschichten wie Beschichtungen überflüssig, da es keine Kontaktreaktionen mit Metallen gibt. Daher haben diese Setzplatten auch eine lange Lebensdauer und müssen nicht nachgearbeitet werden. So können beispielsweise geschmolzene Metalle Aluminiumnitridkeramiken nicht benetzen. Aluminiumnitrid und hochreines Aluminiumoxid (> 99 %) können sowohl in Schutzgasatmosphären als auch in Reduktionsatmosphären eingesetzt werden. Sie sind auch in reaktiven Atmosphären und in Wasserstoffatmosphären stabil.
Hohe mechanische Stabilität
Diese Eigenschaft, gepaart mit einer geringen Wärmekapazität, führt nicht nur zu einem geringeren Gewicht bei reduziertem Schalenvolumen, sondern auch zu einer sehr geringen Restwärme während des Kühlprozesses. Dies wirkt sich positiv auf den Energieverbrauch beim Brennen aus.
Die maximalen Abmessungen, wie 350 x 350 mm bei HBN, ermöglichen eine hohe Packungsdichte. Diese Absetzplatten sind stapelbar - auf Wunsch mit integrierten Hohlräumen - und gewährleisten so eine schnelle und effektive Sinterofenbeschickung. Dadurch werden das Ofenvolumen und der Energieaufwand optimal ausgenutzt, was zu einem energetisch voll optimierten Sinterprozess führt.
Die keramischen Absetzplatten können im Keramik-Spritzguss (CIM), Metall-Spritzguss (MIM) und in der Niedertemperatur-Co-Fired-Keramik (LTCC) eingesetzt werden. Aussparungen und kundenspezifische Ausführungen sind weitere kosteneffiziente Optionen, die auf Anfrage erhältlich sind.