Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Neues aus der Industrie
{{{sourceTextContent.title}}}
Blasformen 101: Alles, was Sie wissen müssen
{{{sourceTextContent.subTitle}}}
Blasformen 101
{{{sourceTextContent.description}}}
1. Definition und Zweck
Blasformen ist ein Kunststoffherstellungsverfahren zur Herstellung von Hohlkörpern, bei dem erhitzter Kunststoff (ein Vorformling) in einer Form aufgeblasen wird, bis er die Form des Hohlraums annimmt.
Es eignet sich besonders für die Herstellung von leichten, hohlen Produkten wie Flaschen, Behältern und Tanks, die einen effizienten Materialeinsatz und relativ geringe Nachbearbeitung erfordern.
2. Historischer Hintergrund
Das Konzept des Blasformens hat sich aus der Tradition des Glasblasens entwickelt: Die Idee, ein heißes Material in einen Hohlraum zu blasen, wurde im 20. Jahrhundert auf Kunststoffe übertragen.
Jahrhundert auf Kunststoffe übertragen. Die ersten kommerziellen Kunststoffblasmaschinen kamen in den 1930er Jahren auf den Markt, und die Technik wurde in den folgenden Jahrzehnten erweitert, als sich synthetische Polymere wie Polyethylen durchsetzten.
Innovationen wie das Extrusionsblasformen, das Spritzblasformen und das Streckblasformen in den 1970er und 1980er Jahren führten zu einer weiteren Diversifizierung der Anwendungsbereiche (z. B. PET-Flaschen).
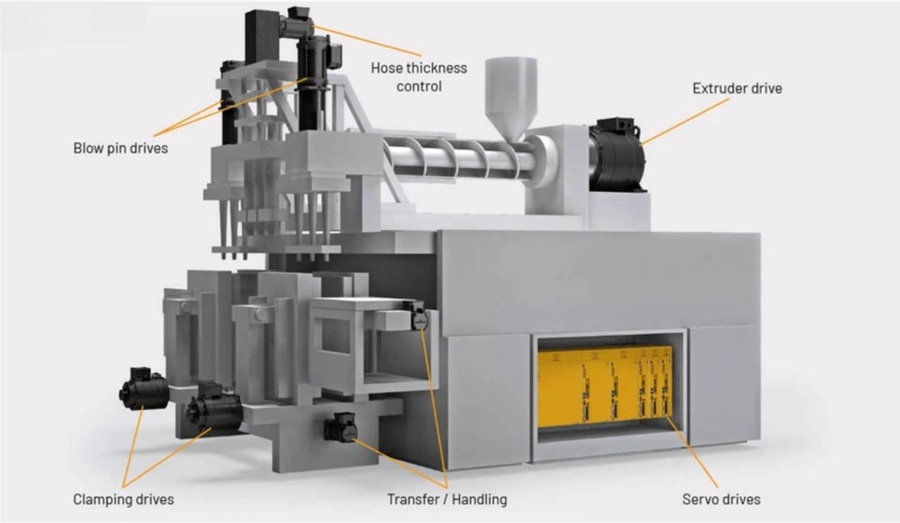
3. Prozess-Schritte: Von der Schmelze zum fertigen Teil
Der Artikel skizziert die wichtigsten Schritte des Blasformens:
Vorbereitung des Kunststoffs: Das Harzgranulat wird in einem Extruder geschmolzen, wobei die Temperatur sorgfältig kontrolliert wird, um eine Zersetzung zu vermeiden.
Vorformling / Vorformlingsbildung: Je nach Verfahren wird ein Vorformling (geschmolzenes Rohr) oder eine vorgeformte Form hergestellt.
Schließen der Form und Aufblasen: Die Form schließt sich um den Vorformling und dehnt ihn mit Hilfe von Druckluft so aus, dass er sich den Wänden der Form anpasst. Beim Streckblasformen wird der Vorformling vor dem Aufblasen auch mechanisch gestreckt, um bessere Eigenschaften zu erzielen.
Abkühlen und Auswerfen: Der Kunststoff verfestigt sich an der Form, die Form öffnet sich, und das Teil wird ausgeworfen. Überschüssiges Material wird abgeschnitten.
4. Haupttypen des Blasformens
In diesem Artikel werden mehrere Varianten beschrieben, die jeweils für unterschiedliche Produkttypen geeignet sind:
Extrusionsblasformen (EBM): Ein Vorformling wird extrudiert und dann in einer Form aufgeblasen. Gut geeignet für mittlere bis große Hohlkörper mit flexiblen Wandstärken.
Spritzblasen (Injection Blow Molding, IBM): Zunächst wird ein Vorformling spritzgegossen, dann transferiert und aufgeblasen. Bietet eine hervorragende Dimensionskontrolle und Oberflächengüte und wird häufig für kleine Flaschen und Fläschchen verwendet.
Spritzstreckblasformen (ISBM / SBM): Der Vorformling wird mechanisch gestreckt und dann geblasen, was zu einer biaxialen Ausrichtung führt und die Festigkeit, Klarheit und Barriereeigenschaften verbessert (häufig für PET-Getränkeflaschen verwendet).
Co-Extrusionsblasformen: Mehrere Extruder stellen einen geschichteten Vorformling her (z. B. Barriereschichten oder Verstärkungen). Wird verwendet, wenn Funktionen kombiniert werden sollen (z. B. chemische Beständigkeit, strukturelle Festigkeit).
Rotationsrad-Blasformen: Verfahren mit hohem Durchsatz, bei dem mehrere Formen auf einem rotierenden Rad angeordnet sind und nacheinander Extrusion, Aufblasen, Abkühlen und Auswerfen durchlaufen.
Extrusions-Streck-Blasformen: Eine Mischform aus Extrusion und Streckblasen, die für Spezialteile verwendet wird, die eine hohe Festigkeit bei minimalem Materialeinsatz erfordern.
5. Für das Blasformen geeignete Materialien
Das Blasformen eignet sich für eine Vielzahl von Thermoplasten, wobei einige häufiger verwendet werden:
HDPE (High-Density-Polyethylen) wird dank seiner Zähigkeit, chemischen Beständigkeit, seines geringen Gewichts und seiner Eignung für den Kontakt mit Lebensmitteln am häufigsten verwendet.
LDPE, LLDPE: Flexibler, nützlich für dünnere Wände, Quetschflaschen usw.
PP (Polypropylen): Bietet Steifigkeit und Hitze-/Chemikalienbeständigkeit und wird in der Medizin-, Lebensmittel- und Automobilbranche eingesetzt.
PET: Hervorragende Klarheit und Barriereeigenschaften; wird häufig im Streckblasverfahren für Getränkeflaschen verwendet.
Andere: PVC, PS, ABS, PC und recycelte/gemahlene Harze werden ebenfalls verwendet.
6. Kostenstruktur, Vorteile und Beschränkungen
Kosten und Wirtschaftlichkeit: Die Werkzeugkosten beim Blasformen sind im Allgemeinen niedriger als beim Spritzgießen für mittlere und große Hohlkörper, so dass das Blasformen bei mittleren bis hohen Stückzahlen wirtschaftlich günstig ist.
Bei sehr geringen Stückzahlen können jedoch andere Prototyping-Methoden kostengünstiger sein; bei hochpräzisen Massivteilen kann das Spritzgießen auf lange Sicht wirtschaftlicher sein.
Vorteile: Hohe Produktionseffizienz (schnelle Zyklen), Designflexibilität (Griffe, komplexe Kurven, integrierte Merkmale), leichte Teile, gute Materialausnutzung, Beständigkeit bei hohen Stückzahlen.
Herausforderungen/Defekte: Zu den Problemen gehören ungleichmäßige Wandstärken (aufgrund von Vorformlingsteuerung oder unausgewogener Kühlung), Grate (überschüssiges Material an Nähten), Blasen/Hohlräume (durch Feuchtigkeit oder eingeschlossene Luft), Oberflächenfehler (durch Temperaturinstabilität oder Verunreinigung).
7. Anwendungen und Vergleiche mit anderen Gießverfahren
Anwendungen: Das Blasformen wird häufig für Getränkeflaschen, Waschmittel, Shampooflaschen, Behälter für Haushaltspflegeprodukte, Kfz-Teile (Kraftstofftanks, Tanksysteme), Industriefässer und -tanks, medizinische Behälter und Gefäße sowie Konsumgüter (Spielzeug, wiederverwendbare Flaschen) verwendet.
Im Vergleich zum Rotationsgießen: Blasformen ist schneller, besser geeignet für höhere Stückzahlen, niedrigere Stückkosten für Hohlkörper mit dünneren Wänden; Rotationsformen eignet sich für dickere Wände, große einfache Formen und geringere Werkzeuginvestitionen, aber langsamere Zyklen.
Im Vergleich zum Spritzgießen: Blasformen ist für hohle Teile optimiert; Spritzgießen ist besser für massive oder kompliziertere Teile mit engen Toleranzen.
8. Integration, Nachhaltigkeit und Zukunftsperspektiven
Integration mit 3D-Druck: der 3D-Druck ist in der Design- und Entwicklungsphase nützlich für die Herstellung von Prototypen von Behältern, Testformen oder Einsätzen und zur Iteration von Merkmalen, bevor ein komplettes Blasformwerkzeug hergestellt wird.
Dies reduziert das Risiko und die Kosten in der frühen Entwicklungsphase.
Nachhaltigkeitstrends: Die Branche passt sich an, indem sie recycelte Materialien (Post-Consumer oder industrielles Mahlgut) verwendet, biobasierte und biologisch abbaubare Kunststoffe (z. B. Bio-PET, PLA) einsetzt, das Gewicht reduziert (dünnere Wände ohne Einbußen bei der Festigkeit), die Energieeffizienz verbessert (elektrische Antriebe, bessere Heizung/Kühlung) und einen geschlossenen Kreislauf für die Wiederverwertung von Abfällen schafft.
Schlussfolgerung: Blasformen ist nach wie vor ein hocheffizientes, flexibles und kostengünstiges Verfahren zur Herstellung von Kunststoffhohlkörpern in vielen Branchen. Um wettbewerbsfähig zu bleiben, wird die Zukunft des Blasformens wahrscheinlich in den Bereichen Nachhaltigkeit, Integration in die digitale Fertigung und moderne Materialien liegen.