Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Neues aus der Industrie
{{{sourceTextContent.title}}}
Kletterndes Fräsen im Vergleich zum konventionellen Fräsen. Konventionelles Fräsen: Was sind die Unterschiede?
{{{sourceTextContent.subTitle}}}
Kletterndes Fräsen im Vergleich. Konventionelles Fräsen
{{{sourceTextContent.description}}}
1. Definitionen und Hauptunterschied
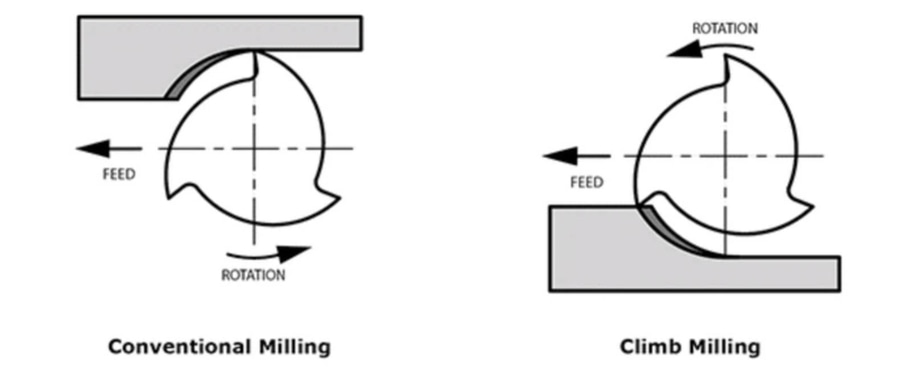
Gleichlauffräsen (auch Abwärtsfräsen genannt) und konventionelles Fräsen (Gegenlauffräsen) sind zwei grundlegende Vorgehensweisen bei Fräsarbeiten, die sich durch die Drehrichtung des Fräsers im Verhältnis zum Vorschub des Werkstücks unterscheiden. Beim Gleichlauffräsen dreht sich der Fräser mit der Vorschubrichtung, greift bei maximaler Spandicke in das Material ein und reduziert sich zum Ende des Schnitts auf Null. Beim konventionellen Fräsen dreht sich der Fräser entgegen der Vorschubrichtung, wobei er mit einer Spandicke von nahezu Null beginnt und mit fortschreitendem Schnitt auf die maximale Dicke ansteigt.
2. Wie die Schnittkräfte wirken
Die Richtung der Zerspankräfte ist ein wichtiger Unterschied. Beim Gleichlauffräsen ziehen die Schnittkräfte das Werkzeug in das Werkstück hinein und drücken das Material nach unten in Richtung Maschinentisch; dies kann Vibrationen verringern und führt oft zu einer glatteren Oberfläche. Beim konventionellen Fräsen drücken die Kräfte das Werkzeug vom Werkstück weg, was manchmal ein Anheben des Werkstücks nach oben und eine stärkere Durchbiegung des Werkzeugs verursachen kann, wenn die Spannvorrichtung und die Steifigkeit nicht angemessen sind.
3. Oberflächengüte und Werkzeugstandzeit
Beim Gleichlauffräsen wird in der Regel eine bessere Oberflächengüte erzielt, da die Späne hinter dem Fräser und nicht vor ihm abgelagert werden, wodurch das Nachschneiden von Spänen minimiert und die Wärmeentwicklung verringert wird. Dies führt oft zu einer längeren Werkzeugstandzeit und einer effizienteren Zerspanung. Beim konventionellen Fräsen entsteht zu Beginn des Schnitts tendenziell mehr Reibung, es können rauere Oberflächen erzeugt werden, und es kann zu einem höheren Werkzeugverschleiß aufgrund von Spänenachschneiden und höherer Wärmeentwicklung kommen.
4. Maschinenanforderungen und Anwendungsfälle
Da beim Gleichlauffräsen das Werkstück zum Fräser gezogen wird, sind Maschinen mit minimalem Spiel und hoher Steifigkeit erforderlich, in der Regel moderne CNC-Maschinen, um ein Einziehen des Werkzeugs und Vibrationen zu vermeiden. Konventionelles Fräsen ist weniger aggressiv und verzeiht ältere Maschinen mit Spiel oder geringerer Steifigkeit und wird oft für Schruppbearbeitungen oder die Bearbeitung härterer Materialien (wie Gusseisen) bevorzugt, bei denen die Oberflächengüte weniger wichtig ist.
5. Auswahlüberlegungen und praktische Anleitungen
Die Wahl zwischen Gleichlauf und konventionellem Fräsen hängt vom Material, dem Maschinenzustand und den Bearbeitungszielen ab. Für Präzisionsfräsen, glatte Oberflächen und verbesserte Werkzeugstandzeiten ist das Gleichlauffräsen oft die beste Wahl, wenn die Maschine und die Aufspannvorrichtung dies unterstützen können. Konventionelles Fräsen ist nach wie vor nützlich, wenn mit älteren Maschinen, rauen Oberflächen oder unter Bedingungen gearbeitet wird, bei denen Spiel ein Problem darstellt, oder wenn ein kontrollierter Eintritt in das Material bevorzugt wird. Die Kenntnis beider Methoden hilft dem Zerspaner, Oberflächenqualität, Werkzeugverschleiß, Schnittkräfte und Maschinenbeschränkungen auszugleichen.