Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Produkttrends
{{{sourceTextContent.title}}}
Technische Schlüssellösungen für die Herausforderungen in der Weißkarosseriemontage
{{{sourceTextContent.subTitle}}}
schraublösung für Karosseriebau, Elektroschrauber für Karosseriebau, Elektroschrauber mit Drehmomenteinstellung
{{{sourceTextContent.description}}}
In der automatisierten Montagewerkstatt für Rohkarosserien, in der die Nachfrage nach Schraubverbindungen weiter steigt, ergeben sich Herausforderungen nicht nur durch die automatische Zuführung von Schrauben mit großem Durchmesser, sondern auch durch komplexe Interferenzen an den Montagestationen, schlechte Maßhaltigkeit der Karosserie und begrenzte Arbeitsplatzlayouts. Welche technischen Lösungen bietet Danikor angesichts dieser vielfältigen Montageherausforderungen an?
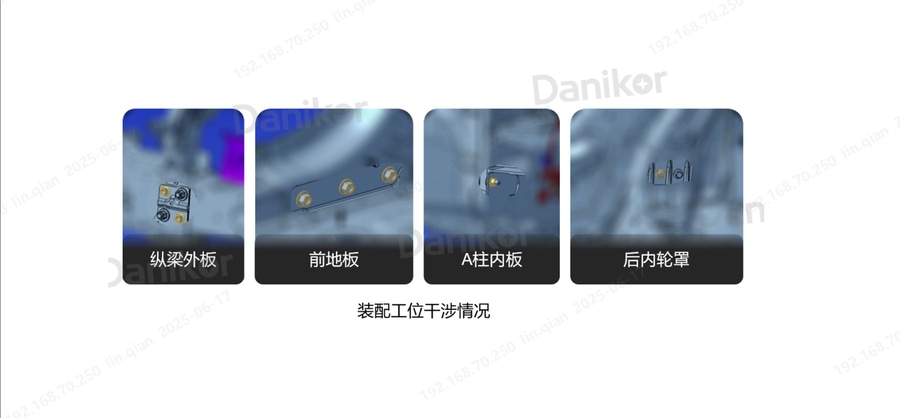
I. Komplexe Verschraubungspositionen und Rauminterferenzen
Die Schraubstationen für Rohkarosserien sind hauptsächlich in der Bodengruppe, der Seitengruppe, der Motorraumgruppe und den vier Türen und zwei Deckeln verteilt. An diesen Stationen gibt es zahlreiche Anschraubpositionen mit verschiedenen Arten von Interferenzen, die hauptsächlich in die Kategorien keine Interferenzen, mehrseitige Interferenzen und versenkte Interferenzen unterteilt werden. Darüber hinaus haben einige Stationen nur einen begrenzten Platz zum Anziehen, wobei das Anziehen innerhalb des Fahrzeugs ein enges Übermaß von vorne nach hinten oder eng beieinander liegende Anzugslöcher erfordert.
Die Lösung: Schraubenkommissionierung mittels Vakuumsauger. Je nach Störabstand wird der entsprechende Ausweichhub gewählt. Die Schraube wird durch das Vakuumsaugprinzip des Schraubenaufnahmerohrs aufgenommen und in die Anzugsbohrung gefördert. Im Vergleich zur magnetischen Abholung ermöglicht die Vakuumabsaugung nicht nur die Erkennung der Schraubenposition während des gesamten Prozesses und spart somit Sensorerkennungsgeräte, sondern nimmt auch Verunreinigungen auf und gewährleistet die Vertikalität und Stabilität der Schraubenaufnahme. Der Verschmutzungszustand des Filters kann visuell überprüft werden, was die regelmäßige Reinigung der Anlage erleichtert.
Darüber hinaus werden je nach Länge/Durchmesser-Verhältnis der Schnecke verschiedene Fördermethoden gewählt, die in der Regel in Picking-Module und Blow-and-Suck-Module unterteilt sind. Das Picking-Modul hat eine kompakte Struktur, wodurch es leicht in Systeme wie Roboterarme integriert werden kann. Es eignet sich für das Verschrauben in engen Räumen in jeder Richtung und erfüllt die Anforderungen des mehrachsigen synchronen Verschraubens. Dadurch wird nicht nur eine ungleichmäßige Kraftverteilung vermieden, sondern auch die Effizienz der Verschraubung verbessert.
II. Schlechte Positioniergenauigkeit der Bohrung aufgrund von Faktoren der Produktverarbeitung
Die Schweißwerkstatt hat einen Automatisierungsgrad von bis zu 90 % und verfügt über ein großes und komplexes Fertigungssystem, das leicht zu Maßabweichungen in der Fahrzeugkarosserie führen kann. Dies führt zu Abweichungen in den Durchgangs- und Gewindelöchern bei der Schraubenmontage.
Herkömmliche Lösungen beinhalten in der Regel eine 2D-Kamerapositionierung, die räumliche Erkennungswinkelabweichungen aufweist. Die Kameraaufnahme beeinträchtigt nicht nur den Produktionszyklus, sondern verursacht auch hohe Hardwarekosten. Alternativ können schwimmende Mechanismen verwendet werden, um die Hülse und das Anziehwerkzeug zu bewegen, was jedoch die Gesamtstruktur verkompliziert, die Kosten erhöht und die Lastanforderungen an den Roboter steigert.
Die Lösung: Die Schwimmtechnik, die es der Hülse ermöglicht, innerhalb eines bestimmten Bereichs zu schwimmen und die Schwimmstrecke entsprechend den Änderungen der Ausweichlänge anzupassen. Im Vergleich zu anderen Methoden ist die Sleeve Floating-Technologie einfacher und effizienter.
Wenn man bedenkt, dass die Schwimmtechnik aufgrund der schlechten Positionierungsgenauigkeit der Fahrzeuge erforderlich ist, wird empfohlen, auch bei störungsfreien Stationen Blow-and-Suck-Module zu verwenden.
III. Herausforderungen an die Flexibilität der Arbeitsplatzgestaltung
In der automatisierten Montagelinie für weiße Karosserien sind die Montagegeräte hauptsächlich auf beiden Seiten der Karosserie verteilt und arbeiten mit sechsachsigen Robotern zusammen, um die Schraubvorgänge durchzuführen. Um die Konsistenz des Produktionszyklus zu gewährleisten, sind die Anforderungen an das Layout der Ausrüstung daher hoch.
Die Lösung: Bei der Verwendung von Picking-Vakuum-Modulen werden die Schrauben zum Empfänger geblasen, wodurch der Picking-Abstand verkürzt und die Anordnung erleichtert wird. Der Schraubenzuführer befindet sich unabhängig außerhalb des Zauns, wodurch die Materialzufuhr bequemer und einfacher zu warten ist. Bei der Verwendung von Vakuummodulen werden die Schrauben durch das Zuführrohr direkt zur Düse geblasen. Das Zuführungsrohr wird selbst hergestellt, ist verschleißfest und flexibel. Es erfüllt bestimmte Biegebereiche und unterstützt den Transport über weite Entfernungen, so dass es sich flexibel an die Arbeitsplatzgestaltung vor Ort anpassen lässt.




