Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Neues aus der Industrie
{{{sourceTextContent.title}}}
Prozessablauf beim Anziehen von selbstschneidenden Schrauben
{{{sourceTextContent.subTitle}}}
selbstschneidende Schrauben, automatisches Anziehen von Schrauben, Danikor
{{{sourceTextContent.description}}}
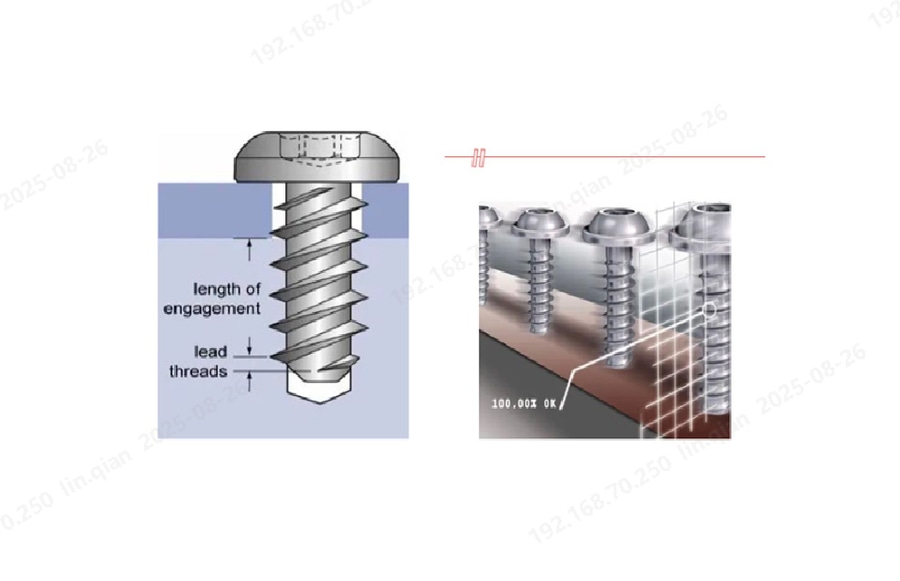
Was ist eine selbstschneidende Schraube?
Im üblichen Sinne ist eine selbstschneidende Schraube ein Verbindungselement mit Gewinde, das kein vorgeschnittenes Innengewinde benötigt. Wenn die Schraube in ein ungeschnittenes (glattes) Loch eingedreht wird, schneidet sie ihr eigenes Innengewinde. Dieser Vorgang erfordert ein hohes Drehmoment; das Gegenstück ist normalerweise ein relativ weiches Material wie Kunststoff, Aluminium oder Magnesium.
Selbstschneidende Verbindungen bieten eine hohe Verbindungsfestigkeit, niedrige Kosten und ein geringes Gewicht, weshalb sie im Automobilbau weit verbreitet sind. Um die Robustheit und Zuverlässigkeit dieser Verbindungen zu gewährleisten, legen die Fahrzeughersteller großen Wert auf die Kontrolle des Anzugsmoments und die Entwicklung von Anzugsverfahren.
Das für das Gewindeschneiden erforderliche Drehmoment wird stark durch den Durchmesser der glatten Bohrung beeinflusst. Bei Schrauben, die mit Klebstoff beschichtet sind, wird das Drehmoment während der Einschraubphase auch durch den Klebstoff beeinflusst, und die beiden Fälle unterscheiden sich deutlich. Da ein zusätzliches Drehmoment verbraucht wird, während die Schraube ihr eigenes Gewinde bildet, ist das Anzugsdrehmoment (das Drehmoment, bei dem die Verbindung zum ersten Mal fest wird) für eine selbstschneidende Schraube in der Regel höher als das für eine normale Gewindeschraube. Folglich ist auch das in der Konstruktion angegebene Zielanzugsdrehmoment höher angesetzt.
Wenn Sie immer noch mit dem komplexen Prozess des selbstschneidenden Anziehens zu kämpfen haben, können Ihnen die intelligenten Anziehwerkzeuge von Danikor helfen. Unsere Werkzeuge verfügen über eine spezielle selbstschneidende Anzugsstrategie, die für selbstschneidende Verbindungen in Kunststoff, Aluminium und ähnlichen Materialien geeignet ist.
Die selbstschneidende Strategie besteht aus fünf Phasen:
Sanftanlauf
Schnelles Gewindeschneiden
Kontinuierlicher Einlauf
Sitzend/anschmiegsam
Endgültiges Festziehen
Diese fünf Schritte können flexibel kombiniert werden, um die erforderliche Zykluszeit und andere Kundenanforderungen zu erfüllen.
Phase-für-Phase-Gliederung
Soft-Start-Phase
Zweck: Ermöglicht dem Motor einen sanften Übergang zum Start.
Vorwärtsdrehzahl: normalerweise ≤ 100 U/min (typisch 50-100 U/min).
Vorwärtswinkel: normalerweise ≤ 100° (typisch 60-90°).
Obergrenze des Drehmoments: ≤ Soll-Drehmoment.
Zeitobergrenze: ≤ 5 s (um die Taktzeit einzuhalten).
Schnelle Gewindeformungsphase
Zweck: Schneiden des Innengewindes in die einfache Kunststoffbohrung, damit das anschließende Anziehen erfolgen kann.
Winkel: groß (normalerweise ≤ 720°-1080°).
Drehzahl:
- Kunststoffteile: ≤ 400-600 U/min.
- Aluminiumteile: ≤ 80 % der maximalen Drehzahl des Werkzeugs (der genaue Wert wird durch den Anziehvorgang bestimmt).
Drehmomentobergrenze: ≤ Soll-Drehmoment.
Zeitobergrenze: ≤ 5 s.
Kontinuierliche Einlaufphase
Folgt auf das schnelle Gewindeschneiden.
Geschwindigkeit: wie beim schnellen Gewindeschneiden.
Berechnung des Winkels:
Einlaufwinkel = (Gesamtanzugswinkelgrenze) - (Schnellgewindeformwinkel) - (Sanftanlaufwinkel) - 200°.
Ein Spielraum von 180°-360° wird normalerweise für die nächste Phase reserviert, um ein Überschwingen des Drehmoments zu verhindern.
Obergrenze des Drehmoments: ≤ Soll-Drehmoment.
Zeitobergrenze: ≤ 5 s.
Einrastphase (Snug)
Drehzahl: 100-200 U/min, ≤ Werkzeugmaximum.
Anzugsdrehmoment:
- Kunststoffteile: normalerweise ≤ 80 % des Soll-Drehmoments (abhängig von der Gewindeformgeschwindigkeit).
- Aluminiumteile: ≤ 40 % des Soll-Drehmoments (die Gewindeschneidgeschwindigkeit hat wenig Einfluss).
Eine Bremskontrolle am Festsitz garantiert die Qualität des Endanzugs auch bei erhöhter Drehzahl.
Drehmomentobergrenze: ≤ Soll-Drehmoment.
Zeitobergrenze: ≤ 5 s.
Endgültige Anzugsphase
Drehzahl: im Allgemeinen ≤ 100 U/min; je höher das angestrebte Drehmoment, desto höher die zulässige Drehzahl (typischerweise 10-50 U/min).
Soll-Drehmoment: ≤ Werkzeug-Nennleistung.
Obergrenze des Drehmoments: ≤ 1,2 × Nennleistung des Werkzeugs.
Zeitobergrenze: ≤ 5 s (tatsächliche Grenze hängt vom Takt der Linie ab).
Überwachung und Schutz in Echtzeit
Wenn ein intelligentes Danikor-Schraubwerkzeug verwendet wird, wird das Drehmoment in Echtzeit überwacht. Überschreitet das gemessene Drehmoment den oberen Grenzwert, stoppt das Werkzeug sofort, um einen stabilen Gewindeformprozess zu gewährleisten und eine Beschädigung des Werkstücks zu verhindern. In Kombination mit der speziellen selbstschneidenden Anzugsstrategie bietet das Werkzeug eine hervorragende Überwachung und Qualitätssicherung für Ihre Produktion.