Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Neues aus der Industrie
{{{sourceTextContent.title}}}
Wie ist der Ablauf des Anziehverfahrens für selbstschneidende Schrauben?
{{{sourceTextContent.subTitle}}}
anziehen von selbstschneidenden Schrauben, automatisches Schraubsystem, Anziehverfahren für selbstschneidende Schrauben
{{{sourceTextContent.description}}}
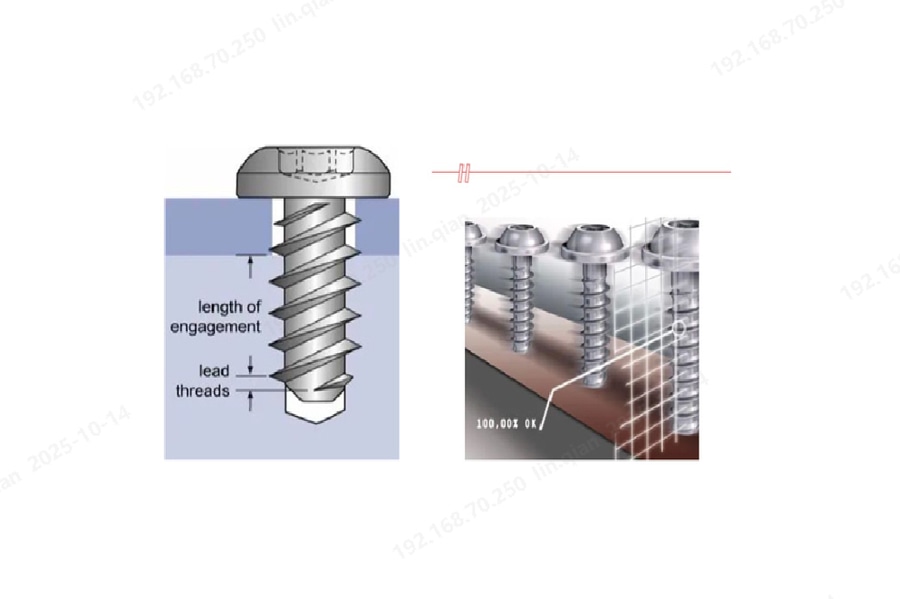
Was ist eine selbstschneidende Schraube?
Im üblichen Sinne ist eine selbstschneidende Schraube ein Verbindungselement mit Gewinde, das kein Innengewinde benötigt. Wenn die Schraube in ein glattes, nicht mit einem Gewinde versehenes Loch gedreht wird, schneidet sie ihr eigenes Innengewinde, so dass ein relativ hohes Drehmoment erforderlich ist. Das Gegenstück besteht normalerweise aus einem weichen Material wie Kunststoff oder einer Aluminium-/Magnesiumlegierung.
Selbstschneidende Verbindungen zeichnen sich durch hohe Festigkeit, niedrige Kosten und geringes Gewicht aus, weshalb sie in der Automobilbranche weit verbreitet sind. Um eine robuste, zuverlässige Montage zu gewährleisten, legen die Fahrzeughersteller großen Wert auf die Kontrolle des Anzugsmoments und die Entwicklung einer soliden Anzugsstrategie für selbstschneidende Schrauben.
Das Drehmoment, das zur Bildung des Gewindes erforderlich ist, wird durch die Größe des Vorbohrlochs beeinflusst; bei Schrauben, die mit Klebstoff beschichtet sind, wird das Drehmoment während der Abkühlphase auch durch den Klebstoff beeinflusst, so dass die Werte stark voneinander abweichen können. Da beim Schneiden des Gewindes ein zusätzliches Drehmoment verbraucht wird, ist das Anzugsmoment einer selbstschneidenden Schraube höher als das einer normalen Gewindeschraube. Das bedeutet, dass die Klemmkraft einer selbstschneidenden Schraube bei gleichem Gesamtanzugsmoment geringer ist. Daher wird das Zielanzugsmoment für selbstschneidende Schrauben in der Regel in der Konstruktionsphase höher angesetzt.
Wenn Sie immer noch mit dem komplexen Anzugsverfahren für selbstschneidende Schrauben zu kämpfen haben, können Ihnen die intelligenten Anzugsgeräte von Danikor helfen. Unsere Steuerungen verfügen über eine spezielle "Selbstschneidestrategie" für Kunststoff, Aluminium und ähnliche selbstschneidende Anwendungen. Die Strategie gliedert sich in fünf Phasen: Sanftanlauf, schnelles Gewindeschneiden, fortgesetzter Abwärtslauf, Gewindesitz und Endanzug. Diese fünf Schritte können flexibel kombiniert werden, um die vom Kunden gewünschte Zykluszeit zu erreichen.
Phaseneinteilung
Soft-Start-Phase
Zweck: sanftes Anfahren des Motors.
Vorwärtsdrehzahl: ≤ 100 U/min (typischerweise 50-100 U/min).
Vorwärtswinkel: ≤ 100° (in der Regel 60-90°).
Obergrenze des Drehmoments: ≤ Soll-Drehmoment.
Zeitlimit: ≤ 5 s (aus Taktgründen).
Schnelle Phase des Gewindeformens
Zweck: Schneiden des Innengewindes in die Kunststoff-Vorbohrung, damit das Anziehen erfolgen kann.
Winkel: ≤ 720-1080°.
Drehzahl: hoch; für Kunststoffe ≤ 400-600 U/min, für Aluminium ≤ 80 % der maximalen Drehzahl des Werkzeugs (prozessabhängig).
Drehmomentobergrenze: ≤ Soll-Drehmoment.
Zeitbegrenzung: ≤ 5 s.
Fortgesetzte Auslaufphase
Unmittelbar nach der schnellen Fadenbildung.
Geschwindigkeit: wie in der vorherigen Phase.
Winkel: berechnet als
gesamtwinkel des Selbstschneidens - Schnellformwinkel - Sanftanlaufwinkel - 200°,
wobei 180-360° für die nächste Phase übrig bleiben, um ein Überschwingen des Drehmoments zu vermeiden.
Obergrenze des Drehmoments: ≤ Soll-Drehmoment.
Zeitbegrenzung: ≤ 5 s.
Phase der Gewindeschließung
Drehzahl: 100-200 U/min (≤ Werkzeugmaximum).
Setzmoment:
- Kunststoff: ≤ 80 % des Sollwertes (abhängig von der Umformgeschwindigkeit);
- Aluminium: ≤ 40 % des Sollwerts (geringer Einfluss der Umformgeschwindigkeit).
Die Bremsensteuerung am Setzpunkt sichert die Endqualität auch bei erhöhter Geschwindigkeit.
Drehmomentobergrenze: ≤ Soll-Drehmoment.
Zeitbegrenzung: ≤ 5 s.
Phase des endgültigen Anziehens
Drehzahl: ≤ 100 U/min; je höher das angestrebte Drehmoment, desto höher die zulässige Drehzahl (in der Regel 10-50 U/min).
Soll-Drehmoment: ≤ Nenndrehmoment des Werkzeugs.
Obergrenze des Drehmoments: ≤ 1,2 × Nenndrehmoment des Werkzeugs.
Zeitlimit: bezogen auf den Gesamttakt; normalerweise ≤ 5 s.
Wenn ein intelligentes Danikor-Werkzeug verwendet wird, wird das Drehmoment in Echtzeit überwacht. Wenn das Drehmoment die programmierte Obergrenze überschreitet, stoppt das Werkzeug sofort, was einen stabilen Gewindeformungsprozess gewährleistet, die Beschädigung des Werkstücks durch Probleme mit dem Verbindungselement reduziert und - zusammen mit der Strategie des Selbstschneidens - eine hervorragende Überwachung Ihrer Schraubvorgänge und die Sicherung Ihrer Produktionsqualität ermöglicht.