Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Neues aus der Industrie
{{{sourceTextContent.title}}}
6σ, ±3σ - Haben Sie die Werkzeuggenauigkeit wirklich auseinandergehalten?
{{{sourceTextContent.subTitle}}}
intelligenter Schraubendreher, hochpräziser Schraubendreher, Drehmoment-Schraubendreher
{{{sourceTextContent.description}}}
Die Genauigkeit eines Anziehwerkzeugs bestimmt direkt, wie präzise und stabil die Drehmomentabgabe ist, und ist daher der Schlüsselindikator für die Gewährleistung der Verbindungsqualität.
Bei der Bewertung der Genauigkeit eines Werkzeugs stoßen wir jedoch häufig auf zwei scheinbar ähnliche Begriffe - 6σ und ±3σ.
Können Sie sie klar unterscheiden?
Und was ist der entscheidende Unterschied?
Die Begriffe 6σ und ±3σ - zwei Arten, dieselbe statistische Tatsache auszudrücken
In der Tat sind 6σ und ±3σ nur unterschiedliche Ausdrücke für eine identische statistische Tatsache.
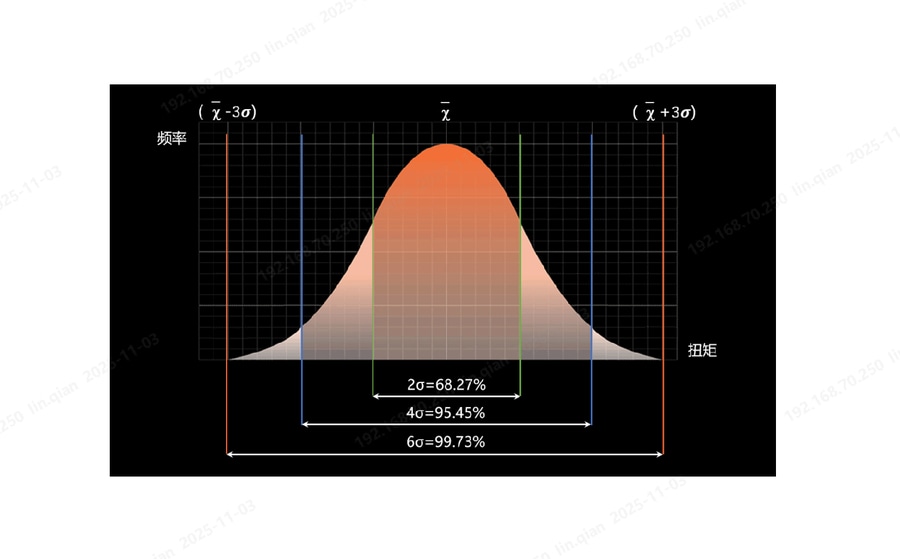
In einer Normalverteilung erstreckt sich das Intervall ±3σ um drei Standardabweichungen nach links und rechts vom Mittelwert und umfasst somit insgesamt genau sechs Standardabweichungen - die berühmten "6σ".
Dieser Bereich enthält 99,73 % aller Werte, eine Wahrscheinlichkeit, die in der Statistik als sehr hoch gilt.
Die in der Technik gebräuchlichen Prozessfähigkeitsindizes Cp und Cpk werden ebenfalls auf der Grundlage dieses Sechs-Sigma-Bandes berechnet.
In der Sprache der Normalkurve ist der populäre Begriff "6σ" also im Wesentlichen der bereits mit "±3σ" beschriebene Bereich.
Wie die Werkzeuggenauigkeit berechnet wird - unterschiedliche Formeln, identische Genauigkeitsdefinitionsnorm
Die Genauigkeit gängiger Elektrowerkzeuge wird heute fast durchgängig mit dem in der ISO 5393 definierten Verfahren der "6σ-Genauigkeit" bewertet.
Dabei werden mehrere Messpunkte sowohl an harten als auch an weichen Verbindungen gemessen; die Standardabweichung der Drehmomentmesswerte wird berechnet und zur Bewertung der Gesamtgenauigkeit des Werkzeugs verwendet.
Nach dieser Norm beträgt die höchste Genauigkeitsklasse, die ein Werkzeug erreichen kann, ±5 %.
Je kleiner σ ist, desto besser verhält sich das Verfahren.
In der täglichen technischen Praxis geben die meisten Hersteller jedoch aus Gründen der Kundenfreundlichkeit und zur Erfüllung der üblichen Cp/Cpk-Anforderungen "3σ / Mittelwert" an.
Nach ISO 5393 entspricht diese Formulierung der gleichen höchsten Klasse - ±2,5 %.
Daher ist die Formel "3σ / Mittelwert" in Bezug auf die Werkzeuggenauigkeit völlig gleichwertig mit dem Sechs-Sigma-Ansatz nach ISO 5393.
Aus den Formeln ist auch ersichtlich: je kleiner der Genauigkeitswert, desto besser die Reproduzierbarkeit und Konsistenz des Werkzeugs.
Mehr als ein "einzelner Punkt" - die Prüfung der Vollwinkelgenauigkeit garantiert ein gleichmäßiges Anziehen
Neben der statistischen Methode hat auch die Art und Weise, wie die Messungen durchgeführt werden, einen großen Einfluss darauf, wie umfassend die Genauigkeitsaussage ist.
Die VDI 2647 verlangt, dass nach einer bestimmten Anzahl von Messungen Werkzeuge mit Vierkantantrieb um 90° und Werkzeuge mit Sechskantantrieb um 60° gedreht werden, so dass innerhalb eines Prüfzyklus eine komplette 360°-Drehung abgedeckt wird.
Diese strenge Regel berücksichtigt die Gleichförmigkeit von Getrieben und anderen Übertragungen und gewährleistet eine zuverlässige Drehmomentabgabe über die gesamte Umdrehung.
Bei Danikor verlässt jedes Werkzeug das Werk erst nach einem solchen Vollwinkeltest, der garantiert, dass jede Winkelposition um eine volle Umdrehung innerhalb des hochpräzisen Bandes bleibt.
Der beiliegende Bericht zeigt, dass die Ein-Punkt-Drehmomentgenauigkeit, gemessen nach ISO 5393, sogar innerhalb von 6σ ±1 % liegt, was eine sehr geringe Streuung belegt.
Schlüsselfaktoren, die die Genauigkeit von Schraubendrehern beeinflussen
Im Getriebe des Werkzeugs ist die Bearbeitungsqualität der Planetenräder der entscheidende Faktor für die Genauigkeit der Drehmomentabgabe.
Die meisten handelsüblichen Zahnräder weisen ein großes Modul, große Toleranzen und eine geringe Härte auf, was die Leistung des Werkzeugs beeinträchtigt.
Durch den Aufbau einer eigenen Bearbeitungslinie und den Einsatz von Hochpräzisionsgeräten in Verbindung mit einem strengen Prozessablauf stellt Danikor kleine Modulzahnräder her, die gleichzeitig hart, stark und genau sind.
Dies wiederum verbessert die Stabilität der Drehmomentabgabe, die Drehzahlregelung und die Lebensdauer des Werkzeugs.





