Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Neues aus der Industrie
{{{sourceTextContent.title}}}
Die Beziehung zwischen Drehmoment und Winkel
{{{sourceTextContent.subTitle}}}
Drehmoment- und Winkelschrauber, Drehmomentschrauber für Fließband, Elektrische Drehmomentschrauber
{{{sourceTextContent.description}}}
In Branchen wie der mechanischen Montage, der Automobilherstellung und der Montage elektronischer Geräte ist das Anziehen von Schrauben ein kritischer Prozess, der die strukturelle Stabilität und Sicherheit des Produkts gewährleistet. Die Entwicklung einer wissenschaftlichen und vernünftigen Anzugsstrategie hängt von der präzisen Kontrolle zweier wichtiger Parameter ab: Drehmoment und Winkel. Ihr synergistisches Zusammenwirken bestimmt direkt die Erfolgsquote der Anzugsqualität. Die Anzugskurve als intuitive Darstellung des sich ändernden Verhältnisses zwischen diesen beiden Parametern dient als "Kernwerkzeug" für die Fehlersicherung und Fehlerdiagnose bei der Montage vor Ort.
I. Der Kernzusammenhang zwischen Drehmoment und Winkel: Das lineare Gesetz des qualifizierten Anziehens
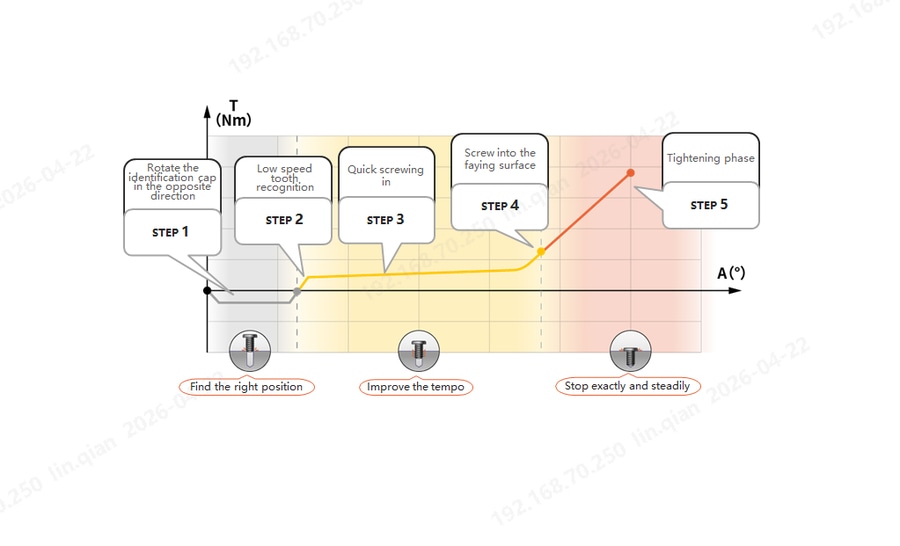
Der gesamte Prozess des Schraubenanziehens besteht im Wesentlichen darin, ein Drehmoment aufzubringen, um die Drehung der Schraube (Winkeländerung) anzutreiben, wodurch die Schraube eine elastische oder plastische Verformung erfährt und dadurch eine Vorspannkraft erzeugt wird, um einen festen Kontakt zwischen den Komponenten zu erreichen. Während eines qualifizierten Anziehvorgangs weist die Beziehung zwischen Drehmoment und Winkel ein klares lineares Phasengesetz auf, das in drei Schlüsselphasen unterteilt werden kann. Diese Stufen bilden die Kernkomponenten der Anzugskurve. Ihre theoretische Grundlage ergibt sich aus der Kombination des Hooke'schen Gesetzes und der Gewindegeometrie, d.h. der Drehwinkel der Schraube ist in etwa proportional zur Summe aus der Dehnung der Schraube und der Stauchung der verbundenen Teile.
1. Phase des Gewindeeingriffs und -sitzes: Das Drehmoment ist minimal, der Winkel nimmt langsam zu.
Von dem Moment an, in dem die Schraube eingedreht wird (auf das Gewindeloch ausgerichtet), bis sie auf der Oberfläche des zu verbindenden Teils aufsitzt, besteht der Kern dieser Phase darin, das Gewindespiel zu beseitigen und eine erste Verbindung herzustellen. Da keine wirksame Vorspannung erzeugt wurde, ist der Widerstand gegen die Schraubendrehung sehr gering; daher liegt der Drehmomentwert nahe Null und steigt langsam an. Der Winkel nimmt mit der Tiefe des Schraubeneingriffs langsam zu. Die Winkeländerung in dieser Phase wird hauptsächlich dazu verwendet, das anfängliche Spiel zwischen den Gewinden zu überwinden, ohne dass eine wirksame Vorspannung erzeugt wird. Messungen an einigen Automobil-Zylinderkopfschrauben zeigen, dass die Vorspannung, die den ersten 30 Grad der Drehung entspricht, sogar Null sein kann, bis die Mutter vollständig auf der Flanschfläche sitzt.
2. Elastische Verformungsphase: Drehmoment und Winkel sind direkt linear proportional; das Drehmoment steigt schnell an.
Sobald die Schraube an der Oberfläche des Verbindungsteils anliegt, tritt das Anziehen in den Bereich der elastischen Verformung ein. An diesem Punkt beginnt die Schraube, sich aufgrund des aufgebrachten Drehmoments elastisch zu dehnen, während das verbundene Teil zusammengedrückt wird. Das Verhältnis der Steifigkeit der beiden Teile bestimmt die Verteilung der Verformung. Das Hauptmerkmal dieser Phase ist ein streng linear-proportionales Verhältnis zwischen Drehmoment und Winkel, wobei der Drehmomentwert schnell ansteigt. Der Widerstand in der Phase der elastischen Verformung kommt hauptsächlich von der elastischen Spannung der Schraube. Mit zunehmendem Winkel steigt die elastische Spannung kontinuierlich an, und das Drehmoment nimmt entsprechend zu. In der Praxis erreicht der Anziehvorgang bei den meisten Schrauben in dieser Phase den Zielwert des Drehmoments und schließt damit einen qualifizierten Anzug ab.
3. Phase der plastischen Verformung: Der Drehmomentanstieg ist gering, der Winkel nimmt deutlich zu.
Wenn die Anzugskraft weiter zunimmt und das Drehmoment die Streckgrenze der Schraube überschreitet, tritt der Anzug in die plastische Verformungszone ein. Hier erfährt die Schraube eine irreversible plastische Dehnung, und ihre Steifigkeit nimmt ab. Daher ist nur eine geringe Erhöhung des Drehmoments erforderlich, um eine erhebliche Dehnung der Schraube zu bewirken. Auf der Anzugskurve spiegelt sich dies in einem sanften Anstieg des Drehmoments wider, während der Winkel deutlich zunimmt. Nur in wenigen Sonderfällen (z. B. bei hochfesten Schraubenverbindungen) ist es erforderlich, die Schraube nach Erreichen der Streckgrenze bis zum Anschlag anzuziehen, um die Stabilität der Vorspannung zu gewährleisten. In solchen Fällen ist eine präzise Drehmoment-Winkel-Kombination erforderlich, um einen Schraubenbruch zu vermeiden.
Der kontinuierliche Wechsel durch die drei oben genannten Stufen bildet die vollständige Anzugskurve. Die Anzugskurve wirkt wie ein "Elektrokardiogramm" des Montageprozesses und zeichnet die dynamischen Veränderungen von Drehmoment und Winkel in Echtzeit auf. Sie spiegelt nicht nur intuitiv wider, ob der Anziehprozess qualifiziert ist, sondern ermöglicht auch eine schnelle Fehlerlokalisierung vor Ort durch abnormale Kurventrends und bietet präzise Datenunterstützung für das Management der Fehlersicherheit bei der Montage. Dies ist der Kernwert der Kurvenüberlagerungsanalysefunktion in intelligenten Schraubwerkzeugen - durch den Vergleich mehrerer Schraubkurven können Anomalien präzise identifiziert, Prozesse optimiert und die Qualitätsstabilität sichergestellt werden.
II. Praktischer Wert der Anzugskurve: Schlüssel zur Fehlersicherheit bei der Montage und zur Prozessoptimierung
Für die mechanische Montageindustrie ist die Anziehkurve nicht nur ein "scharfes Werkzeug" für die Fehlerdiagnose, sondern auch eine zentrale Grundlage für die Optimierung von Anzugsstrategien und die Verbesserung der Montagequalität. Die Analyse der Anzugskurve liefert drei Kernwerte:
Fehlersicherung in Echtzeit: Durch den Vergleich einer Standardkurve mit der tatsächlich gemessenen Kurve können Anomalien beim Anziehen in Echtzeit erkannt werden. Das Anziehen kann sofort gestoppt werden, um zu verhindern, dass fehlerhafte Produkte zum nächsten Prozess weitergeleitet werden, was die Nacharbeitskosten reduziert.
Präzise Rückverfolgbarkeit: Wenn ein Montagefehler auftritt, ermöglicht die Analyse der Kurvencharakteristika eine schnelle Identifizierung der Fehlerursache (z. B. Drehmomentüberschreitung entspricht überhöhter Geschwindigkeit oder wiederholtem Anziehen), wodurch schrittweise Prüfungen überflüssig werden und die Effizienz der Fehlerbehandlung verbessert wird.
Prozess-Optimierung: Anhand der im Laufe der Zeit gesammelten Kurvendaten können die Einstellungen der Drehmoment- und Winkelparameter optimiert werden. Schlüsselparameter wie die Anzugsgeschwindigkeit und das Vordrehmoment können an Schrauben unterschiedlicher Spezifikationen und Materialien angepasst werden, was die Stabilität der Anzugsqualität erhöht.
Schlussfolgerung: Drehmoment und Drehwinkel sind die beiden wichtigsten Parameter einer Schraubstrategie. Ihre Beziehung während eines qualifizierten Anziehvorgangs weist ein klares, phasenweise lineares Muster auf, und die Anziehkurve ist die intuitive Darstellung dieser Beziehung. Die Beherrschung der Kurvencharakteristika ermöglicht eine schnelle Problemdiagnose vor Ort, eine Prozessoptimierung und eine Reduzierung der fehlerbedingten Verluste. Die intelligenten Anziehwerkzeuge von Danikor können die Ausgangswerte von Drehmoment und Winkel während des Anziehvorgangs in Echtzeit überwachen, entsprechende Kurven erzeugen und speichern, Anomalien wie schwimmende Höhe oder Gewindeverluste genau erkennen und Echtzeit-Feedback zu den Anziehergebnissen liefern. Dies reduziert die Zeit für spätere Inspektionen und Nacharbeiten. Die Schraubdaten können zur einfachen Rückverfolgbarkeit und Analyse exportiert oder in das MES (Manufacturing Execution System) hochgeladen werden. Sowohl Bediener als auch Ingenieure für die Prozessoptimierung sollten die Analyse und Anwendung der Anziehkurve zu schätzen wissen, um den Anziehprozess präziser und effizienter zu gestalten und so eine solide Grundlage für die Produktqualität zu schaffen.





