Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Produkttrends
{{{sourceTextContent.title}}}
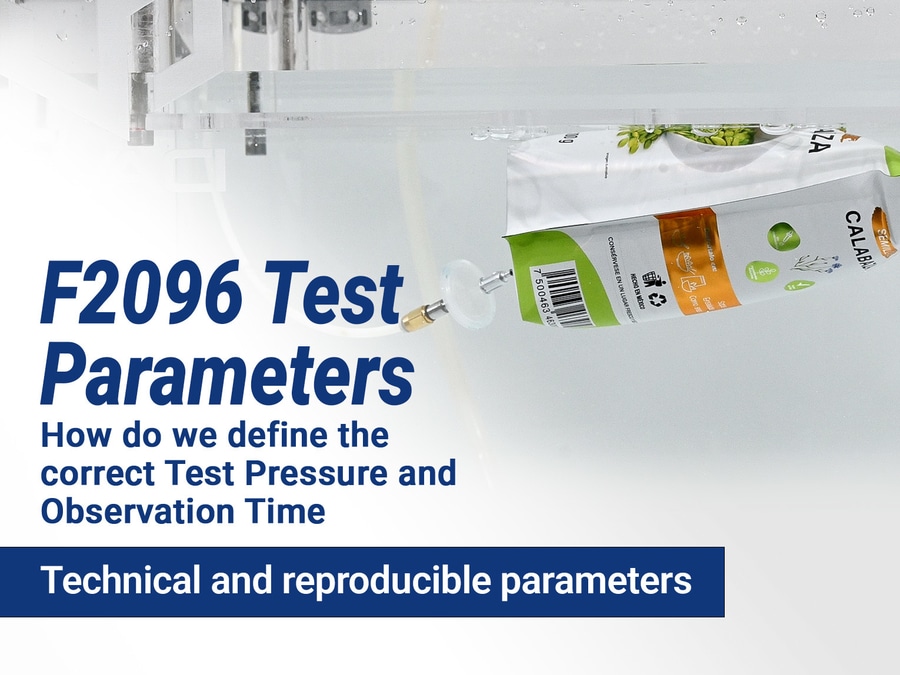
ASTM F2096 Luftblasenlecktest - Definition von Druck und Zeit
{{{sourceTextContent.subTitle}}}
Technische und reproduzierbare Parameter
{{{sourceTextContent.description}}}
In der pharmazeutischen Industrie tragen wir alle eine gemeinsame Verantwortung: Wir müssen sicherstellen, dass jede Sterilverpackung bis zur endgültigen Verwendung unversehrt bleibt. Ein Leck ist nicht nur ein Defekt, sondern auch eine Abweichung von den Vorschriften, ein Risiko für den Patienten und ein Problem, mit dem sich niemand auseinandersetzen möchte. Und das führt uns zu einer grundlegenden Frage: Wie definieren wir den richtigen Prüfdruck und den richtigen Zeitpunkt, um echte Lecks aufzudecken, ohne die Verpackung zu beschädigen?
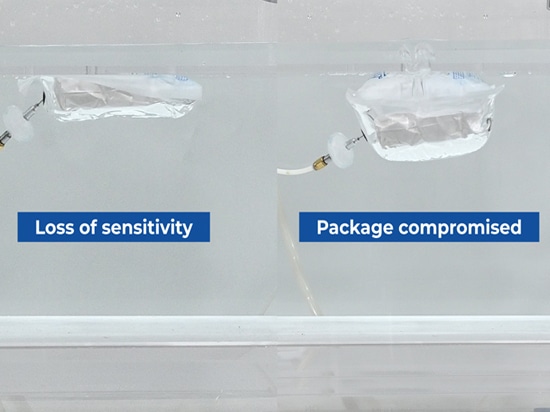
Die ASTM F2096 ist die am weitesten verbreitete Methode zur Beantwortung dieser Frage, obwohl sie absichtlich zwei Parameter offen lässt: Prüfdruck und Beobachtungszeit. Wenn diese Parameter falsch gewählt werden, verliert der Test entweder an Empfindlichkeit oder gefährdet ansonsten intakte Verpackungen.
Heute werden wir Ihnen zeigen, wie Sie diese Parameter technisch und reproduzierbar festlegen können. Außerdem verraten wir Ihnen einen Tipp, den nur wenige Labors anwenden, der aber die Zuverlässigkeit Ihres Tests drastisch verbessern kann. Bleiben Sie bis zum Schluss dabei - es sind hochwertige Informationen.
Übrigens: Wenn Sie Ihre eigenen Testparameter validieren oder Ihre Verpackungskonfiguration mit unserem technischen Team besprechen möchten, können Sie dvaci.com besuchen und das Kontaktformular ausfüllen. Wir werden Sie gerne unterstützen.
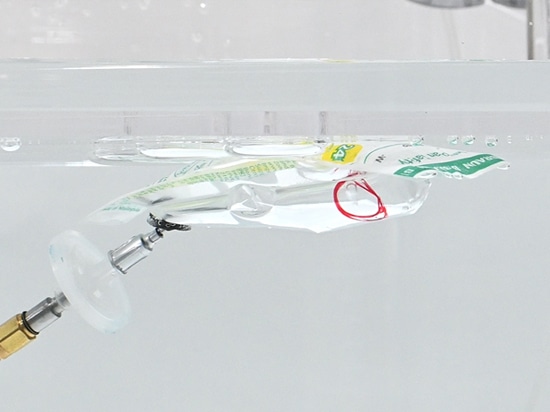
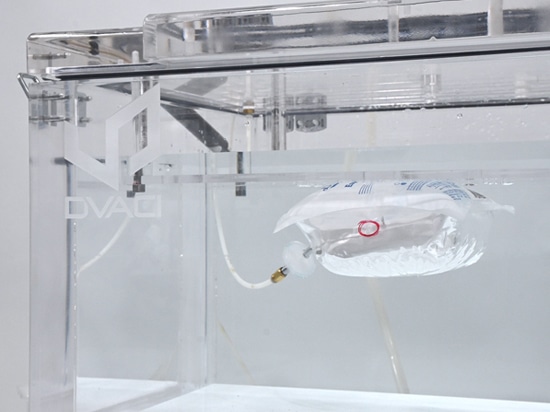
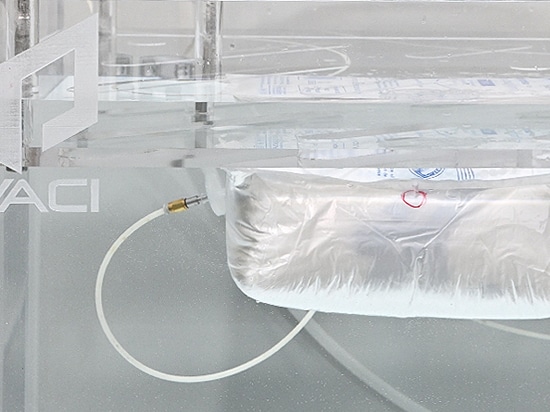
Die Norm legt ein klares Prinzip fest: Die Verpackung wird unter Wasser unter Druck gesetzt und auf einen kontinuierlichen Strom von Blasen beobachtet, der auf ein Leck hinweisen würde. Jedes Labor muss seinen eigenen Prüfdruck und seine eigene Druckhaltezeit festlegen und dabei eine validierte Methode anwenden. An dieser Stelle wird die Kontrollprobe unverzichtbar.
Nach ASTM F2096 muss zunächst eine Verpackung mit einem bekannten, künstlichen Defekt verwendet werden. DVACI hat ein Video veröffentlicht, in dem gezeigt wird, wie man eine Kontrollprobe herstellt, und wir laden Sie ein, es sich anzusehen, falls Sie es noch nicht getan haben. Diese Probe ist von entscheidender Bedeutung, da sie es Ihnen ermöglicht, den Mindestdruck zu ermitteln, bei dem ein echtes Leck unter Wasser sichtbar wird. Dieser Druck ist Ihr Startpunkt.
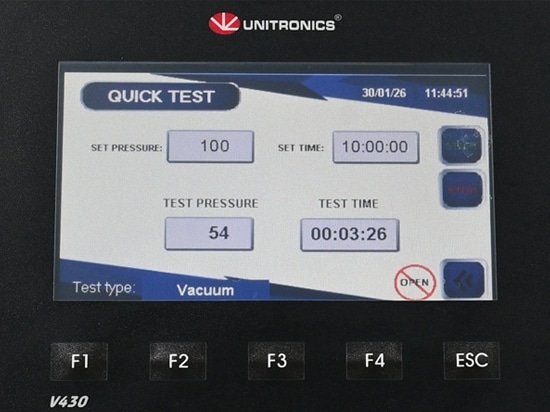
Sobald wir die Kontrollprobe mit Druck beaufschlagen und das Leck deutlich beobachten, erhalten wir den Mindestdruck, bei dem das Leck sichtbar wird. Dieser Wert sagt uns: "Unterhalb dieses Drucks ist der Test nicht gültig." Wenn wir die Empfindlichkeit erhöhen wollen, können wir den Druck leicht erhöhen, ohne die Integrität der Verpackung zu gefährden. Wir wenden eine einfache und wirksame Regel an: Der Druck sollte zwischen 10 und 30 % über dem Mindestdruck liegen, bei dem das Leck zuerst auftrat. Dies erhöht die Nachweisfähigkeit, ohne die Verpackung übermäßig zu belasten.
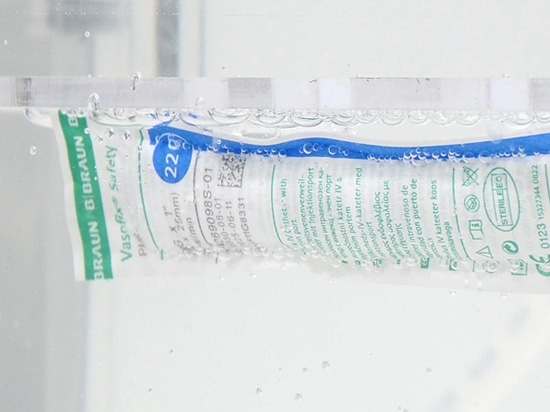
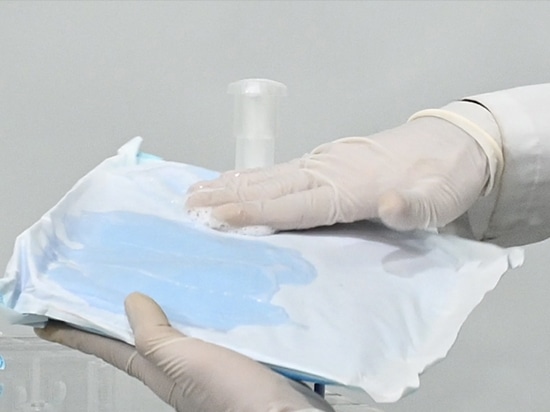
Bei porösen Verpackungen, wie z. B. solchen aus Tyvek®, kann die natürliche Atmungsaktivität des Materials Blasen erzeugen, die nicht einem Leck entsprechen. Die ASTM F2096 erkennt dieses Phänomen an und empfiehlt die Verwendung eines Blockiermittels. Wir haben ein spezielles Video, das zeigt, wie man es richtig anwendet. Wenn Sie mit Tyvek oder medizinischem Papier arbeiten, empfehlen wir dringend eine Überprüfung, um falsche Messwerte zu vermeiden und zuverlässige Parameter zu definieren.
Sobald der Prüfdruck definiert ist, wird im nächsten Schritt die Beobachtungszeit festgelegt, wobei die Kontrollprobe als Mindestreferenz dient. Wenn die Kontrollprobe nach zwei Minuten ein Leck aufweist, kann man nicht von einer kürzeren Beobachtungszeit auf die Unversehrtheit einer Verpackung schließen. Die Beobachtungszeit muss gleich oder größer sein als die Zeit, in der das Leck unter den gewählten Bedingungen auftritt.
Darüber hinaus können einige Versandstücke ihr Verhalten unter dem Innendruck ändern: Sie können sich aufblähen, die Siegel spannen oder sich sogar langsam entlang der Siegelkante öffnen. Es ist wichtig, eine angemessene maximale Beobachtungszeit festzulegen und zu vermeiden, dass ein verzögertes mechanisches Verhalten als echtes Leck interpretiert wird.
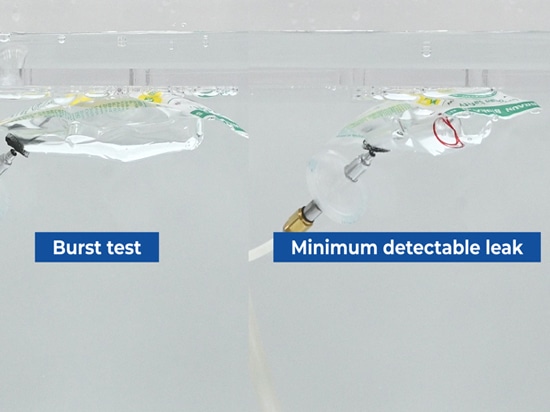
Hier ein Tipp, den kaum jemand anwendet und der die Zuverlässigkeit der Prüfung erheblich verbessern kann: Führen Sie einen Maximaldrucktest oder Bersttest durch. Obwohl er nicht Teil der ASTM F2096-Methode ist, ist er äußerst nützlich. Wenn Sie den Druck so lange erhöhen, bis die Verpackung versagt, können Sie ihre obere Integritätsgrenze ermitteln. Wenn Sie wissen, wo die geringste nachweisbare Leckage auftritt und wo ein Bersten stattfindet, wird der Prüfdruck offensichtlich, sicher und bei behördlichen Audits vertretbar.
In Kürze werden wir zwei Videos mit Beispielen aus der Praxis veröffentlichen: eines für eine nicht-poröse Verpackung und eines für eine poröse Verpackung, in denen wir Schritt für Schritt zeigen, wie die Prüfparameter gemäß ASTM F2096 in praktischen pharmazeutischen Anwendungen definiert werden können. Um über diese Fallstudien informiert zu bleiben, laden wir Sie ein, unseren YouTube-Kanal zu abonnieren. Wenn dieser Inhalt nützlich war, teilen Sie ihn bitte mit Ihren Qualitäts- und Produktionsteams.
Wir sehen uns beim nächsten Test.
{{medias[223913].description}}
{{medias[223914].description}}
{{medias[223915].description}}
{{medias[223916].description}}
{{medias[223917].description}}
{{medias[223918].description}}
{{medias[223919].description}}

{{medias[223920].description}}
{{medias[223921].description}}