Automatische Übersetzung anzeigen
#Produkttrends
{{{sourceTextContent.title}}}
Die Siegelwirkung von Blisterverpackungen
{{{sourceTextContent.subTitle}}}
Die Verwendung von Blisterverpackungen zur Feststoffdosierung ist heute in der Pharmaindustrie weit verbreitet. Die chinesische staatliche Arzneimittelbehörde hatte der Entwicklung von Blisterverpackungen für Arzneimittel, insbesondere deren Qualität, große Aufmerksamkeit geschenkt und einen pharmazeutischen Industriestandard mit dem Titel Aluminium-Kunststoff-Blisterverpackungen für Arzneimittel herausgegeben und umgesetzt.
Diese Norm identifiziert eine Vielzahl von Faktoren, die die Siegelqualität beeinflussen, anhand von Parametern von Blisterverpackungen. Da die Siegelqualität immer schwer zu kontrollieren ist, sollten ideale Heißsiegelverpackungen klar, dicht, glatt und sogar netzfrei sein. Nur Medikamente, die mit solchen Verpackungen verpackt und versiegelt sind, können über einen längeren Zeitraum gelagert werden. Dieses Papier wird sich mit der Heißsiegelfähigkeit von Blisterverpackungen und Faktoren befassen, die die Qualität der Heißsiegelung beeinflussen, um sie zu verbessern.
1. Grundlegende Dichtungsprinzipien und -bedingungen
Dieses Papier konzentriert sich auf die rotierende Siegelblister-Verpackungsmaschine, bei der Aluminiumfolien und PVC unter dem Druck und der Temperatur von Netzfilterwalze und Siegelwalze heiß versiegelt werden. Die Dichtwirkung hängt von drei Faktoren ab: Temperatur, Zeit und Druck. Im Idealfall können solche Dichtungsbedingungen wie "niedrige Temperatur, lange Zeit und hoher Druck" gute Dichtungseigenschaften wie kleine PVC-Verformung, klare Netze, scharfe Blasen und gute Heißsiegelfähigkeit ohne schwere Einstiche aufweisen. Da die Laufgeschwindigkeit der Blisterverpackungsmaschine jedoch kontinuierlich steigt, verkürzt sich die Heißsiegeldauer. Daher muss die Siegeltemperatur erhöht werden, was zu einem schlechteren Siegelzustand führt. Um dies zu vermeiden, wird die Vorwärmtemperatur der Hochgeschwindigkeits-Blisterverpackungsmaschine vor dem Heißsiegeln erhöht, um Zeitverluste auszugleichen und eine perfekte Heißsiegelfähigkeit zu erreichen. Der Druck wird im Allgemeinen während der Abdichtung festgelegt und Änderungen treten nur in Bezug auf das Verhältnis zwischen Druckhaltezeit und Temperatur auf. Der Test zeigt das Verhältnis von Temperatur und Zeit, wenn PVC 0,25 mm beträgt.
Wir können aus der Tabelle ersehen, dass: Wenn die Laufgeschwindigkeit schnell ist, steigt der Temperaturwert, um den Heißsiegelprozentsatz des Durchlaufs sicherzustellen. Denn die Wärme der zu versiegelnden Materialien innerhalb einer Zeiteinheit ist die Kombination aus Temperatur und Druckhaltezeit.
2. Vergleich der Heißsiegelbarkeitsprüfung
Nach der Fertigstellung der Blisterverpackungsmaschine und der automatischen Zuführung tritt PVC zusammen mit Aluminiumfolien mit einseitigem Klebstoff in die Heißsiegelung ein. Die Heißversiegelung wird in "Punktversiegelung" und "Linienversiegelung" unterteilt. Die Punktversiegelung wird in der Regel für die Plattenversiegelung von Blisterverpackungsmaschinen verwendet, und die Linienversiegelung wird häufig bei rotierenden Blisterverpackungsmaschinen beobachtet. Die Punktversiegelung ist in einigen Ländern Standard und hat dichte Versiegelungspunkte und ist angenehm für die Augen. Da ihre Punkte jedoch inkohärent sind, ist das Auslaufen aus dem Freien leicht möglich und die Verarbeitungstechnik ist schwer zu kontrollieren. Bei der Linienabdichtung werden die Netze gekreuzt und miteinander verbunden, so dass die Dichtpunkte sicher und zuverlässig sind. Daher verwenden die meisten Blisterverpackungsmaschinen Liniensiegelung. Um die Unterschiede zwischen diesen beiden Formen der Abdichtung zu klären, führte die Staatliche Pharmazeutische Behörde einen Test durch, bevor sie professionelle Standards genehmigte: Nehmen Sie einige konforme Fertigpackungen, legen Sie sie in einen Lecksucher mit farbigem Wasser und vakuumieren Sie den Detektor. Wenn die Blister nicht richtig versiegelt sind, tritt unter dem Einfluss der Druckdifferenz farbiges Wasser ein, dann ist der Punktversiegelungswert einer solchen Testfläche niedriger als der Wert der Linienversiegelung.
3. Anforderungen an die Heißsiegelung von Netzen
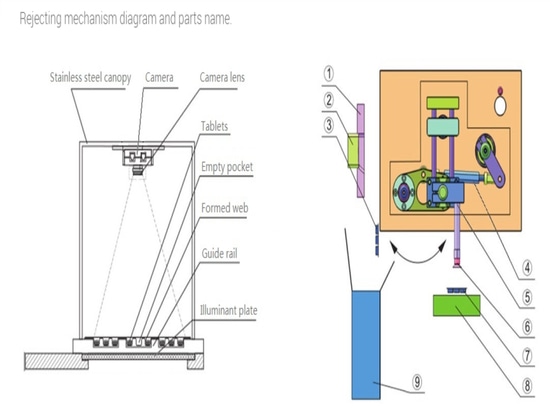
"Drei Faktoren", die vorstehend erwähnt werden, sind grundlegende Anforderungen an das Heißsiegeln unter der Voraussetzung, dass Größe und Form der Netzwalze angemessen ausgelegt werden, was die Grundvoraussetzung für das Heißsiegeln ist. Die folgenden Abschnitte analysieren und diskutieren die Größe und Form des Netzes. Retikuli sind kreuzweise schräge Linien mit einem festen Abstand von 0,8 mm. Die Industrienorm definiert den Mindestabstand zwischen zwei Blistern auf nicht weniger als 2,5 mm und der Abstandsbereich sollte mehr als ein Netz aufweisen (siehe Abb. 1). Wenn die Oberseite des Netzes zu scharf ist, werden Aluminiumfolien mit einer Dicke von 0,02 mm durchstochen, was zu einer schlechten Heißsiegelfähigkeit führt. In diesem Fall, wenn Druck und Temperatur reduziert werden, um dieses Problem zu lösen, führt dies zu unklaren Netzen und unsicherem Verschweißen. Ändert sich die Laufgeschwindigkeit von Blistermaschinen nach dem Festlegen von Druck und Temperatur, ändert sich auch die Heißsiegelwirkung. Um das Problem grundlegend zu lösen, sollten die Vernetzungstiefe und die Topform (siehe Abb. 2) geändert und die Oberflächenrauheit (Ra) als 3.2 eingestellt werden. Es kann die Heißsiegelwirkung deutlich verbessern, da oben im Netz eine kleine Plattform von 0,05 mm entsteht, um die Folienverstreckung zu reduzieren und ein Durchstechen während der Versiegelung zu vermeiden. Wenn es also erforderlich ist, Druck, Temperatur oder Zeit während des Betriebs einzustellen, solange die Regel "Temperatur erhöhen, wenn die Drehzahl erhöht wird und Temperatur senken, wird die Drehzahl reduziert", wird es zu keinem Durchschlag kommen.
4. Einfluss der Temperaturgleichmäßigkeit auf die Qualität der Heißsiegelung
Die Erwärmungstemperatur des Verpackungsmaterials ändert sich zusammen mit der Druckbeaufschlagungszeit, aber die Temperatur der Heizwalze sollte gleichmäßig sein. Andernfalls wird die Heißsiegelwirkung beeinträchtigt und es kommt zu einer periodisch schlechten oder unzureichenden Abdichtung auf einer Seite. Die Heizrolle wird durch die elektrische Stange im Inneren beheizt und ihre Temperatur kann nach Bedarf eingestellt werden. Die Elektrostange wird direkt in der Walze mit einem bestimmten Montageabstand eingebaut. Insbesondere gibt es oberhalb der Stange eine Totzone, die sie anfällig für Luftkorrosion macht, ihre Lebensdauer verkürzt und die Heißsiegelwirkung bei Temperaturänderungen beeinträchtigt. Um die Dichtungsqualität zu verbessern, wird die Installationsmethode der Stange verbessert, indem die direkte Steckleiste durch eine einteilige Gussheizung ersetzt wird, d.h. die elektrische Stange wird in einem runden Erhitzer vergossen, um die Stange und den erwärmten Leiter miteinander zu kombinieren. Die Gesamtoberfläche der Stange steht in nahtlosem Kontakt mit dem Leiter, um seine Temperatur über den Leiter auf die Heißsiegelwalze zu übertragen. Auf diese Weise wird das Problem der Temperaturungleichförmigkeit angegangen. Diese Elektrostange weist keinen Spalt auf, ist frei von Oxidationskalk und hat eine längere Lebensdauer.
5. Einfluss der Parallelitätstiefe zwischen Netz- und Heißsiegelwalze auf die Siegelbarkeit
Die Netzwalze und die Heißsiegelwalze sollten parallel zueinander sein, um eine gleichmäßige Druckbeaufschlagung an jedem Punkt der Fahrleitung während des Schweißens zu gewährleisten. Zusätzlich zur Selbstdrehung während des Schweißens stellt die Netzwalze automatisch ihre Position ein, um parallel zur Heißsiegelwalze zu bleiben, um eine gleichmäßige Schweißung zu gewährleisten.
Fazit
Um die Siegelbarkeit der Blisterverpackungsmaschine zu verbessern, ist eine eingehende Untersuchung der drei Faktoren Heißsiegelung und deren Zusammenhang, Netzformen und Parallelität zwischen zwei Walzen erforderlich, um den Heißsiegeleffekt kontinuierlich zu verbessern.