Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Produkttrends
{{{sourceTextContent.title}}}
Welche Art von Akku-Montagetechnologie gilt als leistungsfähig?
{{{sourceTextContent.subTitle}}}
elektroschrauber im Akkupack, Danikor, Stufenförderer
{{{sourceTextContent.description}}}
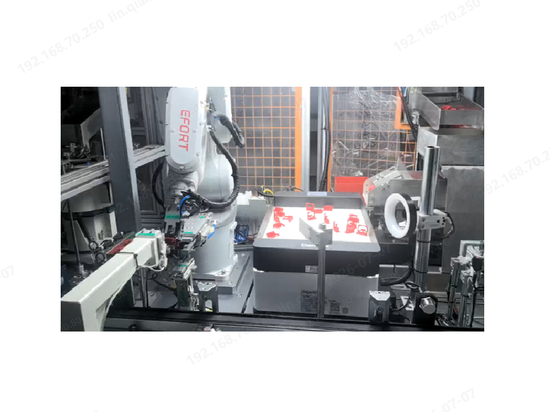
Wenn es um die Kernfragen von Fahrzeugen mit neuer Energie geht, darf die Batterie nicht außer Acht gelassen werden. Als Energiequelle der neuen Energiefahrzeuge und kritischste Komponente ist es von größter Bedeutung, wie die Qualität und Effizienz der Batterieproduktion verbessert werden kann.
Angesichts der immer komplexer werdenden Herausforderungen beim Anziehen von Schrauben in Batteriepaketen hat Danikor eine Vielzahl von zuverlässigen Schraubenzuführungs- und Anzugslösungen erforscht, um eine sicherere, effizientere und stabilere intelligente Montage von Batteriepaketen zu erreichen und so die dauerhafte Energiequelle neuer Energiefahrzeuge zu sichern.
Herausforderung 1: Hohe Anzahl von Gehäuseschrauben und hohe Schlagzahlanforderungen
Für die Gehäuse von Batteriepacks werden in der Regel Schrauben der Größe M5 bis M6 verwendet, und die Anzahl ist beträchtlich. Darüber hinaus sind die Schlaganforderungen hoch, und einige Hybridbatteriepacks müssen immer noch manuell angezogen werden.
Die Lösung:
Automatisierte Arbeitsstation: Die Kopplung mit der variablen Abstandsstruktur eines Roboters und die Verwendung von zwei- oder mehrachsigen synchronen Schraubvorgängen kann die Taktrate der Produktionslinie verbessern. Für unterschiedliche Interferenzbedingungen können entsprechende integrierte Schraubmodule ausgewählt werden. Bei einseitigem Übermaß kann das Blasschrauben mit verlängerten Pistolenkopfanschlüssen verwendet werden, um die Effizienz und Stabilität der Schraubenzuführung zu gewährleisten. Bei komplexen Übermaßverhältnissen können Schrauben durch Ansaugen zugeführt werden. Da Hülsenschrauben in der Regel einen größeren Kopfdurchmesser und ein kleineres Längen-Durchmesser-Verhältnis aufweisen, kann ein Schwenkarm-Blaspistolenkopf mit Schraubenspeicherfunktion verwendet werden, um die Schraubenzuführung zu erhöhen.
Um Abweichungen zwischen den Durchgangslöchern der Hülse und den Gewindebohrungen auszugleichen, wird außerdem häufig die Technik des Hülsenschwimmens eingesetzt. Diese Technologie ermöglicht ein multidirektionales Schwimmen, um bestimmte Positionierungsabweichungen auszugleichen und so die Eintrittsrate in das Loch und die Erfolgsquote beim Anziehen zu verbessern.
Manuelle Arbeitsstation: Durch die Verwendung eines integrierten Handmoduls muss der Bediener die Schrauben nicht direkt berühren. Durch die Kombination mit einem Hebel, um das Modul in Position zu bringen, und das Drücken des Startauslösers können die Montagevorgänge durchgeführt werden, was die Ermüdung des Bedieners effektiv reduziert.
Herausforderung 2: Schwierige automatisierte Montage für lange Schrauben in Modulen
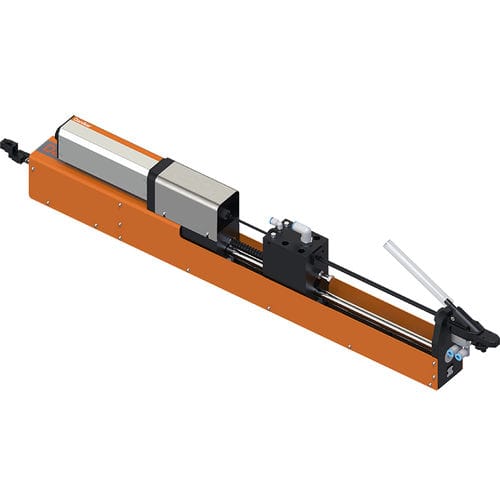
In Modulen werden in der Regel lange Schrauben mit Spezifikationen von M5 bis M8 verwendet. Der Schwierigkeitsgrad der automatischen Schraubenzuführung ist im Vergleich zu normalen Schrauben höher, und das Layout des Arbeitsplatzes kann sich auf den Prozess auswirken, vor allem, wenn die automatische Schraubenzuführung durch das Einblasen über eine lange Distanz erschwert wird.
Die Lösung: Ein schrittweiser Schraubenzuführer wird verwendet, um lange Bolzen durch ein Blasrohr zu einer Hebematerial-Aufnahmeplattform zu blasen. Ein Greifermodul wird dann zur Aufnahme der Schrauben verwendet, wobei sichergestellt wird, dass die Schraubenpositionen während der Bewegung überwacht werden, um ein Herunterfallen zu verhindern. Darüber hinaus wird ein kundenspezifischer Herstellungsprozess für Blasrohre verwendet, um Rohre herzustellen, die sowohl verschleißfest als auch flexibel sind, um Verschleiß und Materialstaus während der Langstreckenförderung zu vermeiden und einen reibungslosen Blasvorschub zu gewährleisten.
Herausforderung 3: Hohe Anforderungen an den Schraubenanzugsvorgang
Die Schraubverbindungen in Batteriepacks spielen eine entscheidende Rolle bei der Abdichtung der Komponenten und der Fixierung der Baugruppe. In der Automobilindustrie sind diese Verbindungen typischerweise als A-B-Verbindungen definiert, mit strengen Anforderungen an die Anzugsqualität, insbesondere hinsichtlich der Anzugsreihenfolge und des Restdrehmoments, um eine gleichmäßige Spannungsverteilung beim Anziehen der Deckel zu gewährleisten.
Die Lösung: Sensorbasierte Anziehwerkzeuge, die auf selbstentwickelten Hochpräzisionsalgorithmen basieren, erreichen eine 6σ-Genauigkeit von ±5% im gesamten Bereich. Unter ±5% Prozessbedingungen ist der CMK größer als 1,67, was eine stabilere und dauerhafte Leistung gewährleistet. Durch verschiedene Anzugsstrategien, wie z. B. zweistufiges Anziehen, mehrstufiges Anziehen und Anziehen mit umgekehrtem Lösen für den endgültigen Anzug oder mehrstufige Anzugsprogrammsteuerung, können die Schrauben schrittweise bis zum Zielmoment angezogen werden, wodurch der Drehmomentabfall reduziert und die Anzugsqualität sichergestellt wird. Diese Werkzeuge verfügen außerdem über Funktionen zum Erfassen, Hochladen und Speichern von Daten, die eine Rückverfolgbarkeit der Anzugsergebnisse ermöglichen.
Herausforderung 4: Isolationsverschraubung für Modul-Kupferplatten
In Anbetracht der Isolationsanforderungen von Batteriemodulen ist es unerlässlich, die Isolierung während des Montageprozesses zu gewährleisten, um Batterieschäden durch Kurzschlüsse und andere Sicherheitsrisiken zu vermeiden.
Die Lösung: Komponenten wie Bits, Hülsen und Grundplatten werden einer speziellen Isolationsbehandlung unterzogen, um die Batterien oder Werkzeuge vor Beschädigungen zu schützen. Nach dem Festziehen ist eine Isolierung auch an den Verbindungsstellen erforderlich.