Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Produkttrends
{{{sourceTextContent.title}}}
Welche Vorsichtsmaßnahmen sollten beim Anziehen von klebstoffbeschichteten Schrauben getroffen werden?
{{{sourceTextContent.subTitle}}}
stufenförderer, intelligenter Schraubendreher mit Drehmomenteinstellung, intelligenter Wandlerschraubendreher
{{{sourceTextContent.description}}}
Bei Schraubverbindungen ist das Auftragen einer Klebstoffbeschichtung nicht nur ein wirksames Mittel zur Verbesserung der Verbindungsleistung, sondern auch eine entscheidende Maßnahme, um den langfristigen stabilen Betrieb der Geräte zu gewährleisten. Durch das Auftragen von Klebstoff wird die Dichtungsleistung von Schraubverbindungen erheblich verbessert und das Austreten von Flüssigkeiten oder Gasen wirksam verhindert. Außerdem werden die Lockerungs- und Korrosionsschutzeigenschaften verbessert, wodurch sich die Lebensdauer der Anlage verlängert. Daher muss die Qualität des Anziehens von klebstoffbeschichteten Schrauben in mehreren wichtigen Phasen genau kontrolliert werden, um die Zuverlässigkeit und Konsistenz des Prozesses zu gewährleisten.
1. Betriebszeitfenster nach dem Klebstoffauftrag
Das Betriebszeitfenster nach dem Auftragen des Klebstoffs ist ein entscheidender Faktor für die Qualität des Anziehens. Der Gewindeklebstoff muss innerhalb einer bestimmten Zeit nach dem Auftragen angezogen werden, wobei in der Regel eine Zeitspanne von 3 bis 5 Minuten empfohlen wird. Innerhalb dieses Zeitfensters befinden sich Viskosität und Fließfähigkeit des Klebstoffs in einem optimalen Zustand, so dass er die winzigen Lücken zwischen den Gewinden vollständig ausfüllen und eine gleichmäßige und dichte Dichtung bilden kann. Ist die Anzugszeit zu kurz, ist der Klebstoff möglicherweise nicht vollständig eingedrungen; ist die Zeit zu lang, kann der Klebstoff zu härten beginnen, was zu einer suboptimalen Dichtwirkung führt. Daher müssen die Bediener die Prozessanforderungen strikt einhalten und den Anziehvorgang innerhalb der vorgegebenen Zeit abschließen, um sicherzustellen, dass der Klebstoff seine Dichtungs- und Anti-Lockerungsfunktionen vollständig ausüben kann.
2. Kontrolle des Drehmoments
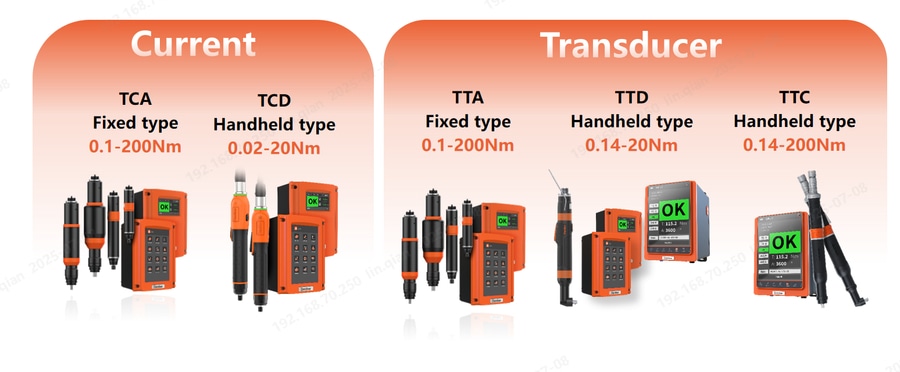
Die Kontrolle des Anzugsdrehmoments ist ein weiterer Schlüsselfaktor zur Gewährleistung der Qualität von klebstoffbeschichteten Schraubverbindungen. Ein zu hohes Anzugsdrehmoment kann zu einem Überlaufen des Klebstoffs führen, wodurch die Dichtwirkung beeinträchtigt wird, während ein zu geringes Anzugsdrehmoment eine unsichere Verbindung zur Folge haben kann, wodurch die Lockerungsschutzfunktion verringert wird. Zur genauen Kontrolle des Drehmoments wird empfohlen, einen intelligenten elektrischen Schraubendreher zu verwenden und eine mehrstufige Anzugsstrategie anzuwenden. Das angestrebte Drehmoment kann in drei Stufen unterteilt werden: 60 %, 80 % und 100 %. In der ersten Stufe werden 60 % des Drehmoments aufgebracht, damit der Klebstoff zunächst die Gewindespalten ausfüllen kann; in der zweiten Stufe werden 80 % des Drehmoments aufgebracht, um den Klebstoff weiter zu verdichten und eine gleichmäßige Verteilung zu gewährleisten; in der dritten Stufe werden 100 % des Drehmoments aufgebracht, um die Anzugsanforderungen zu erfüllen. Diese Methode des progressiven Anziehens verhindert nicht nur ein Überfließen des Klebstoffs, sondern auch ein Nachlassen der Dichtungsleistung oder ein Lösen der Verbindung aufgrund von Spannungskonzentrationen.
3. Umgebungsbedingungen
Temperatur und Feuchtigkeit der Betriebsumgebung können die Anzugsqualität von klebstoffbeschichteten Schrauben ebenfalls erheblich beeinflussen. Die Aushärtungsgeschwindigkeit und die Leistung des Gewindeklebers werden in hohem Maße von der Umgebungstemperatur und -feuchtigkeit beeinflusst. In Umgebungen mit hohen Temperaturen oder hoher Luftfeuchtigkeit härtet der Klebstoff möglicherweise zu schnell aus, wodurch sich das Zeitfenster für den Betrieb verkürzt; in Umgebungen mit niedrigen Temperaturen oder niedriger Luftfeuchtigkeit härtet der Klebstoff dagegen möglicherweise nur langsam aus, was die Festigkeit der Verbindung beeinträchtigt. Daher ist es in der Praxis erforderlich, die geeigneten Temperatur- und Feuchtigkeitsbedingungen auf der Grundlage der Produktanweisungen des Gewindeklebstoffs auszuwählen und gegebenenfalls Maßnahmen zur Umgebungskontrolle zu ergreifen, um sicherzustellen, dass der Klebstoff wie erwartet aushärtet.
4. Reinigung der Oberfläche
Die Oberflächenreinigung der Gewinde vor dem Auftragen des Klebstoffs ist ebenso wichtig. Öl, Staub oder andere Verunreinigungen auf der Gewindeoberfläche können die Klebekraft zwischen dem Klebstoff und der Metalloberfläche beeinträchtigen und dadurch die Dichtwirkung und den Lockerungsschutz verringern. Daher wird empfohlen, die Gewindeoberfläche vor dem Auftragen des Klebstoffs mit geeigneten Reinigungsmitteln oder Werkzeugen zu reinigen, um sicherzustellen, dass die Oberfläche sauber ist. Die Verwendung eines Schraubenzuführers mit Reinigungsfunktion kann ebenfalls dazu beitragen, saubere Schrauben zu liefern. Eine saubere Gewindeoberfläche kann eine stärkere Verbindung mit dem Klebstoff eingehen und so die Gesamtleistung der Verbindung verbessern.
Zusammenfassung
Die Sicherstellung der Anzugsqualität von klebstoffbeschichteten Schrauben erfordert eine umfassende Kontrolle unter mehreren Aspekten. Durch eine strenge Kontrolle der Betriebszeit nach dem Auftragen des Klebstoffs, die Kontrolle des Anzugsdrehmoments, eine angemessene Anpassung der Umgebungstemperatur und der Luftfeuchtigkeit sowie die Reinigung der Gewindeoberfläche können die Dichtungs-, Lockerungs- und Korrosionsschutzeigenschaften von Schraubverbindungen effektiv verbessert werden. Diese sorgfältigen Prozesskontrollen und wissenschaftlichen Arbeitsmethoden stellen nicht nur die Verbindungsqualität von klebstoffbeschichteten Schrauben sicher, sondern bieten auch eine zuverlässige Garantie für den langfristigen stabilen Betrieb von Anlagen. In der Praxis müssen die Bediener die Betriebsparameter entsprechend den spezifischen Arbeitsbedingungen und Prozessanforderungen flexibel anpassen, um die gewünschten Verbindungseffekte zu erzielen.