Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Produkttrends
{{{sourceTextContent.title}}}
SPC-Prozesskontrolle sichert Schraubenanzugsqualität
{{{sourceTextContent.subTitle}}}
schraubenanzug, automatisches Schraubenanzugssystem, SPC-Schraubenanzug
{{{sourceTextContent.description}}}
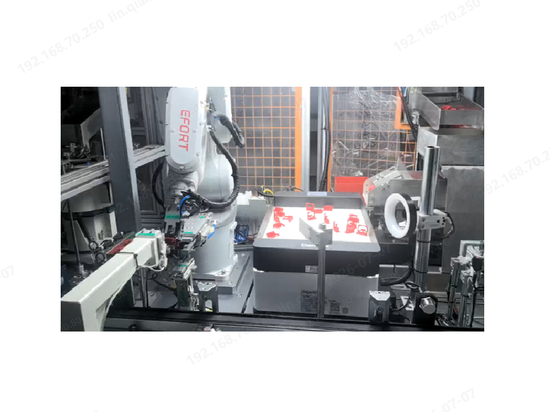
Bei der Montage von Kraftfahrzeugen werden aufgrund der großen Anzahl von Teilen hohe Anforderungen an den Schraubprozess und die Präzision gestellt. Um die Qualität der Verschraubung des Produkts zu gewährleisten, ist es in der Regel notwendig, die Qualitätsprobleme anhand der Schraubdaten genau zu ermitteln. Daher ist es notwendig, eine statistische SPC-Analyse der in Echtzeit gesammelten Schraubdaten durchzuführen und statistische Analysediagramme zu erstellen, um den Entwicklungstrend des Schraubprozesses wissenschaftlich und genau vorherzusagen und einen zuverlässigen Weg zu finden, um die im Montageprozess entstehenden Probleme zu kontrollieren.
Grundlegende Prinzipien der SPC
Die SPC-Technologie basiert hauptsächlich auf der statistischen Theorie. Es wird angenommen, dass der Produktqualitätsindex X im Produktionsprozess einer Normalverteilung folgt, d.h. X ~ N(µ, σ²), P(µ-3σ
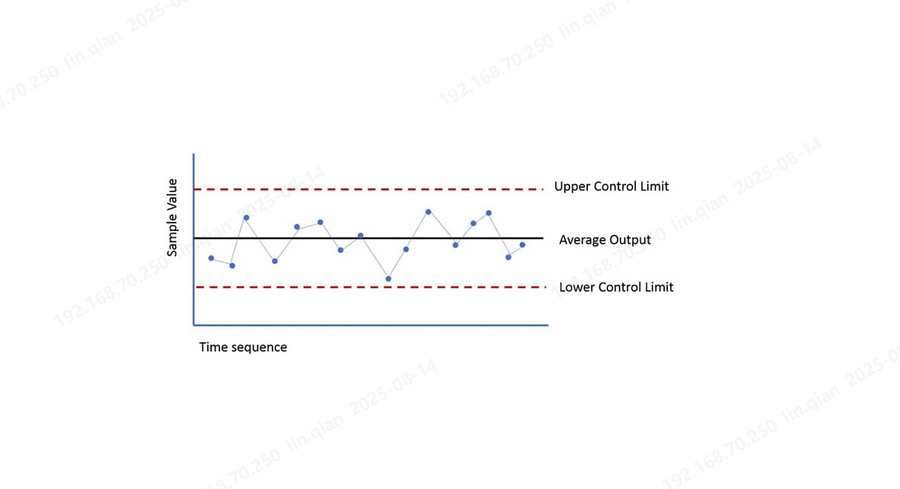
Bei der Anwendung der Regelkarte müssen die obere Kontrollgrenze (UCL), die mittlere Kontrolllinie (CL) und die untere Kontrollgrenze (LCL) bestimmt werden. Unter Berücksichtigung der Wirtschaftlichkeit und der praktischen Anwendung der Prozesssteuerung und der Bewertung der Prozessfähigkeit wird in den meisten Ländern derzeit die 3-fache Standardabweichung als Regelgrenze festgelegt, und 6 Sigma hat sich zu einem höheren Standard und einem kontinuierlichen Streben nach Qualitätsmanagement entwickelt. Daher kann das Prinzip der Regelgrenzenbestimmung in der Regelkarte festgelegt werden:
Obere Regelgrenze UCL= µ+3σ
Mittlere Linie CL= µ
Untere Kontrollgrenze LCL= µ-3σ
Es wird allgemein angenommen, dass die Ursachen für Qualitätsschwankungen hauptsächlich zufällige Faktoren und Systemfaktoren sind, die in zwei Kategorien eingeteilt werden können: Die Schwankungen, die nur durch zufällige Faktoren hervorgerufen werden, befinden sich innerhalb der Kontrollgrenze, d. h. in einem kontrollierten Zustand; wenn Systemfaktoren vorhanden sind, wird die Schwankung als anormale Schwankung bezeichnet. Wenn die Schwankungsbreite die Regelgrenze überschreitet, gilt das System als außer Kontrolle geraten. Die Regelkarte zeigt die Entwicklung des Qualitätsindexes im Produktionsprozess, beurteilt den Zustand des Prozesses, findet die anormale Schwankung in der Zeit, findet die Ursache der Schwankung und ergreift Maßnahmen, um deren Einfluss zu verringern und die Produktqualität zu verbessern.
SPC-Kontrollfluss
Der auf SPC basierende Qualitätskontrollprozess für das Anziehen von Schrauben kann in drei Teile unterteilt werden: Gewinnung von Qualitätskennzahlen, Prozesskontrollanalyse und Verbesserungsmaßnahmen.
(1) Beschaffung von Qualitätskennzahlen. Aus den gesammelten Schraubenanzugsdaten werden die Schraubendrehmomentdaten extrahiert und durch Datenklassifizierung, Ausreißerentfernung, Verarbeitung fehlender Werte, Kalman-Filter-Rauschunterdrückung usw. verarbeitet, um Datenquellen für die anschließende SPC-Qualitätskontrolle bereitzustellen.
(2) Analyse der Prozesskontrolle. Importieren Sie die oben genannten Datenquellen in Minitab, erstellen Sie die Regelkarte und führen Sie die Prozessfähigkeitsanalyse auf der Prozessfähigkeits- und der Mittelwertkarte durch, um festzustellen, ob der aktuelle Schraubenanzugsprozess kontrolliert wird.
(3) Verbesserungsmaßnahmen. Wenn der CP-Wert der Qualitätskontrolle abnormal ist, wird der Standort überprüft und die Ursache analysiert, und es werden angemessene Maßnahmen zur Anpassung des Prozesses ergriffen, um die Gesamtkapazität des Schraubenanzugs zu verbessern.
SPC-Prozesskontrollfunktion
Schrauben im Anzugsprozess produzieren unweigerlich ihre eigenen Qualitätsprobleme, die sich auf die Produktmontage Pass Rate, schränken die Wettbewerbsfähigkeit des Produkts, und durch SPC Prozesskontrolle zur Echtzeit-Überwachung der Schraube Drehmoment, zur Verbesserung der Qualität der Schraube Anziehen, um die entsprechenden Bedürfnisse der Unternehmen zu erfüllen:
(1) Reduzieren Sie die Kosten für die Kontrolle der Schraubenanzugsqualität. Vermeiden Sie die Abschaltung Inspektion durch Produktqualität Probleme verursacht, geben Sie volles Spiel, um die Produktionslinie Kapazität, Verbesserung der Effizienz der Produktion.
(2) Verstärken Sie die Stabilität der Schraubenanzugsqualität. Es kann schnell und genau zu identifizieren, die zufällige Schwankungen und abnorme Schwankungen der Qualität, und die Durchführung der wissenschaftlichen Analyse und Beurteilung zu lösen Qualitätsprobleme.
(3) Die Qualitätskontrolle des Schraubenanzugs wird von einer nachträglichen Kontrolle auf eine Prozesskontrolle umgestellt, um Qualitätsprobleme rechtzeitig zu erkennen und zu lösen und um zu vermeiden, dass fehlerhafte Teile in die nächste Verarbeitungsstation gelangen, was zu größeren wirtschaftlichen Verlusten führt.
(4) Im Prozess des Schraubenanziehens wird durch die Analyse und Beurteilung der Prozessfähigkeit, entsprechend dem Bewertungsindex des Prozessfähigkeitsindex, die Prozessfähigkeit des Schraubenanziehprozesses bewertet und entsprechende Maßnahmen formuliert.
Gegenwärtig verwenden alle Fahrzeugwerke SPC, um die Steuerungsfähigkeit des Schraubenanzugs zu analysieren, aber SPC ist nur ein Analysewerkzeug. Nur durch die Kombination von 5W, Fischgrätdiagramm und anderen Problemlösungswerkzeugen, um das Problem an bestimmten Drehmomentpunkten zu lösen, können wir die Steuerungsfähigkeit des Schraubenanziehvorgangs zuverlässig verbessern und eine geschlossene Lösung für das Problem finden. Und dann "hochwertige", "fehlerfreie" Produkte herstellen.