Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Produkttrends
{{{sourceTextContent.title}}}
Warum muss das Anziehen der Schrauben bei der Montage in mehreren Schritten erfolgen?
{{{sourceTextContent.subTitle}}}
schraubenanzug, Schraubenanzugsystem, Schraubenanzugsschritte
{{{sourceTextContent.description}}}
Bei der Schraubenmontage geht es im Wesentlichen darum, die Verbindung mit einer angemessenen Klemmkraft zu versehen. In der Praxis werden jedoch nur etwa 10 % des aufgebrachten Drehmoments tatsächlich in Klemmkraft umgesetzt. Daher müssen wir in realen Produktionslinien eine effektive Anzugsstrategie entwickeln, die den tatsächlichen Arbeitsbedingungen der Schraube entspricht, damit die endgültige Anzugsqualität allen Anforderungen gerecht wird.
Wie sollte also eine solche Anzugsstrategie aussehen?
Das Anziehen von Schrauben erfolgt nicht in einem einzigen Arbeitsgang, sondern in mehreren aufeinanderfolgenden Schritten. Genau das ist die Grundlage für die Definition einer Anzugsstrategie. Ein kompletter Verschraubungszyklus kann in der Regel in fünf Schritten realisiert werden.
Verschiedene Verschraubungsstufen → verschiedene Parametereinstellungen
Die intelligenten Schraubwerkzeuge von Danikor passen die Drehzahl, das Drehmoment und den Winkel für jeden Schritt an die realen Bedingungen an.
Wie sehen die Einstellungen aus und was ist der Grund dafür?
Schritt 1 - Rückwärtsdrehen des Schraubenkopfes (Kappensitz)
Verwenden Sie eine leichte Rückwärtsdrehung, um die Schraube - insbesondere Außengewindeschrauben - rechtwinklig auszurichten, damit sie sauber in das Gewinde eintritt und nicht verkantet.
Drehzahl: niedrig (typischerweise < 100 U/min)
Drehmomentobergrenze: ≤ 30 % des Soll-Drehmoments oder der Obergrenze des Soll-Drehmoments
Zeitbegrenzung: ≤ 1 s
Schritt 2 - Gewindeschneiden mit niedriger Drehzahl
Führen Sie die Schraube 1-2 Gewindegänge mit niedriger Drehzahl ein, um ein Quereinfädeln zu vermeiden und einen korrekten Start zu gewährleisten.
Drehzahl: 200-300 U/min
Drehmoment: leicht über dem Anzugsdrehmoment oder der Obergrenze des Zieldrehmoments
Schritt 3 - Schnelles Auslaufen
Sobald das Gewinde eingerastet ist, verkürzen Sie die Zykluszeit mit hoher Drehzahl bis zum werkzeug- oder prozessspezifischen Maximum.
Schritt 4 - Kontrolliertes Einsetzen
Bevor der Schraubenkopf das Werkstück berührt, reduzieren Sie die Drehzahl auf 100-200 U/min und stellen Sie das Anzugsdrehmoment auf etwa 20 % des Soll-Drehmoments ein (je nach Prozess einstellbar), um einen korrekten Sitz zu gewährleisten.
Schritt 5 - Endgültiges Anziehen
Nach dem Kopfkontakt beginnt sich die Schraube unter Vorspannung zu dehnen. Verwenden Sie eine viel niedrigere Drehzahl (10-50 U/min), um eine kontrollierte elastische Verformung zu ermöglichen, den Drehmomentabfall zu verringern und ein Überschwingen zu verhindern - so wird eine korrekte Klemmkraft gewährleistet.
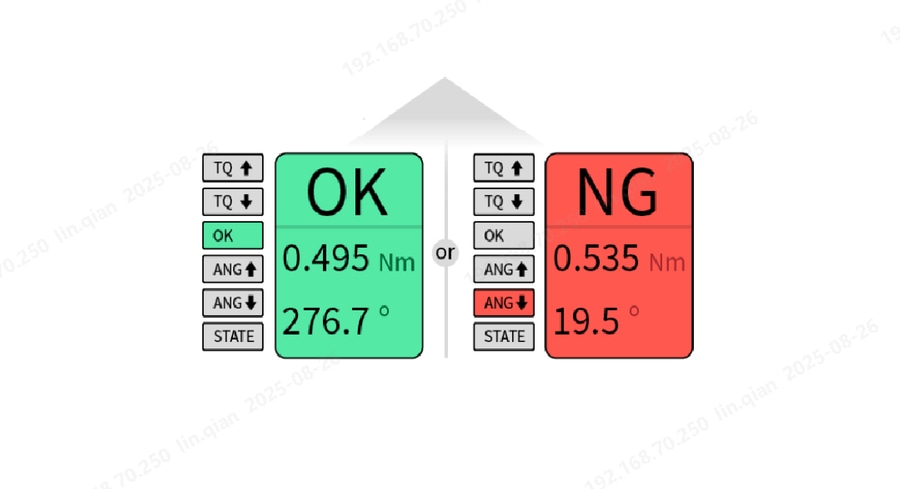
Jeder Schritt hat Drehmoment-, Winkel- und Zeitgrenzen:
Die Drehmoment- und Winkelüberwachung erfasst schwimmende Schrauben, gekippte Schrauben usw.
Die Zeitüberwachung erkennt das Ausreißen des Gewindes und verhindert eine endlose Drehung.
OK/NG-Alarme in Echtzeit für jede Stufe gewährleisten sowohl Genauigkeit als auch Effizienz der Zykluszeit.
Das Einschrauben einer Schraube ist wie ein 100-Meter-Lauf: Sprinter überqueren die Ziellinie normalerweise mit Höchstgeschwindigkeit, aber um genau auf der Linie zu landen, muss man vorher abbremsen und präzise anhalten. In ähnlicher Weise muss das Werkzeug eine stufenweise Steuerung von Geschwindigkeit, Drehmoment und sogar Winkel ermöglichen. In der realen Produktion kann die exakte Kombination dieser Schritte frei konfiguriert werden, um den Taktzeitanforderungen und Werkstückschwankungen gerecht zu werden und eine robuste Anzugsstrategie zu liefern.