Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Produkttrends
{{{sourceTextContent.title}}}
Analyse verschiedener Verklemmungsrisiken bei der automatischen Schneckenzuführung
{{{sourceTextContent.subTitle}}}
Automatische Schneckenzuführung, Schneckenverklemmung, Danikor
{{{sourceTextContent.description}}}
Mit der rasanten Entwicklung der Automatisierungstechnik haben sich automatische Schraubenzuführsysteme in der automatisierten Schraubenmontage durchgesetzt. Im Vergleich zu herkömmlichen manuellen Vorgängen reduzieren diese Systeme nicht nur die sich wiederholende Arbeitsbelastung und die Ermüdung des Bedieners, sondern gewährleisten auch eine gleichbleibende Zuführungsstabilität und verkürzen den Schraubenzuführungszyklus durch eine kontinuierliche, automatische Zuführung.
Während des tatsächlichen Linienbetriebs können jedoch die folgenden Faktoren - die Konsistenz der Schraubenzufuhr, die Wiederholgenauigkeit der Position, die Bearbeitungsgenauigkeit des Schraubmechanismus und die Bewegungssteuerungslogik - alle zu einer Verklemmung beitragen. Zur Beseitigung des Fehlers ist dann ein menschliches Eingreifen erforderlich, was sich direkt auf die Produktionseffizienz auswirkt.
Warum kommt es zu einer Verklemmung? Verklemmungen sind ein komplexes Problem auf Systemebene, dessen Risiken nicht ignoriert werden können. Je nach automatischem Schraubenzuführungs- und Verschraubungsablauf in einer realen Produktionslinie sind wir in der Regel mit den folgenden Verklemmungsrisiken konfrontiert.
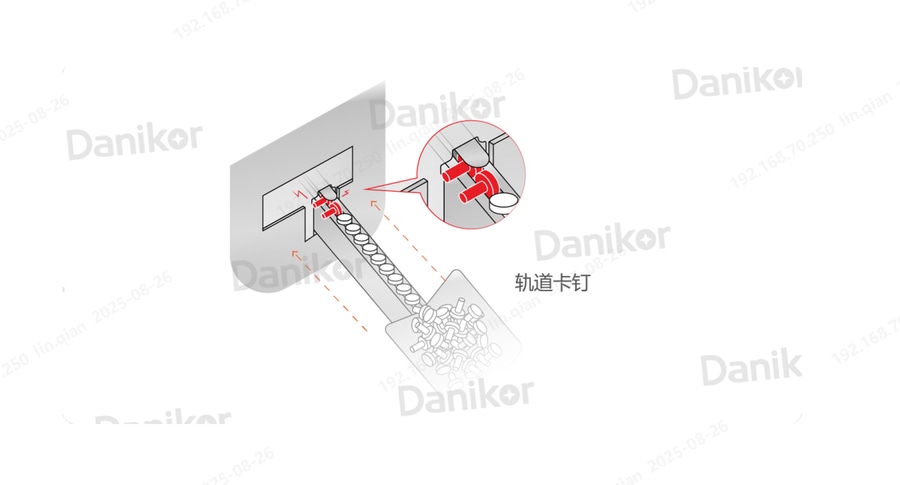
Verklemmung der Förderer-Struktur
Die strukturelle Konstruktion des Schraubenzuführers selbst steht in direktem Zusammenhang mit dem Verklemmen. In einem ersten Schritt müssen die Schrauben im Trichter auf die Linearschwingungsbahn sortiert werden. Wenn während dieses Sortiervorgangs der Blasluftstrom instabil oder die Düse zu hoch eingestellt ist, werden abnormale Schrauben nicht rechtzeitig ausgeschleust, was zu Stauungen und Verklemmungen führt.
Nach dem Eintritt in die Linearvibrationsbahn werden die Schrauben durch die Vibration vorwärts bewegt. Nach längerem Gebrauch können externe Störungen zu einer instabilen Schwingungsfrequenz führen, so dass die Schrauben mit ungleichmäßiger Geschwindigkeit vorankommen. Eine übermäßige Schwingungsamplitude führt dazu, dass die Schrauben auf der Bahn auf- und abhüpfen und zum Stillstand kommen. Mit der Zeit erhöhen auch Schmutz und Öl den Gleitwiderstand, was wiederum zu Stapeln und Verklemmungen führt.
Wenn der Auslass der Linearführung nicht mit dem Einlass des Indexierers übereinstimmt, können sich die Schrauben am Einlass stapeln und der Indexierer kann keine einzelne Schraube abtrennen. Schrauben, die nicht vollständig in den Indexer eingedrungen sind, können ebenfalls falsch abgeschnitten werden, was zu einer Verklemmung führt.
Verklemmung des Blasrohrs
Nachdem die Schrauben abgetrennt und durch das Blasrohr zum Objektivrevolver geblasen wurden, können immer noch mehrere Faktoren zu einer Verklemmung führen. Schlechte Rohrqualität ist eine der Hauptursachen: Wenn die Innendurchmessertoleranz schlecht ist oder die Rohrwand zu dünn ist und sich während des komplexen Fräsens verformt, kommt es zu Verklemmungen.
Wurde das Verhältnis zwischen Länge und Durchmesser der Schraube bei der Auswahl nicht gründlich geprüft, führen eine ungeeignete Rohrgröße oder ein ungeeigneter Biegeradius ebenfalls zu Verklemmungen.
Verklemmung des Blas-/Saugmundstücks
Da die Schraubenspezifikationen stark variieren und die Anzugsbedingungen unterschiedlich sind, kann eine unzureichende Bewertung des Längen-Durchmesser-Verhältnisses der Schraube und der Anwendungsanforderungen dazu führen, dass sich die Schrauben umdrehen oder an der Dreiweggabel im Objektivrevolver klemmen.
Eine falsche Auswahl kann auch zu einer unzureichenden freiliegenden Gewindelänge führen, nachdem die Schraube von den Spannzangenbacken gehalten wird, so dass es unmöglich ist, das Loch im Voraus zu erfassen. Außerdem kann die Schraube schief aufgenommen werden, wenn die Abmessungen des Saugmundstücks nicht stimmen oder der Rundlauf zwischen Bit und Saugrohr schlecht ist, was zu Ausrichtungsfehlern und Fehlern beim Anziehen führt.
Falsche Bewegungssteuerungslogik
Abgesehen von Material- und Ausrüstungsfaktoren kann ein falsch programmiertes Schraubenanforderungssignal falsche Auslöser erzeugen, was zu einer doppelten Zuführung führt. Nachdem beispielsweise eine Schraube bereits zur Düse geblasen wurde, wird sofort eine zweite Schraube eingeblasen, so dass zwei Schrauben an der Düse verbleiben und ein Stau entsteht.
Darüber hinaus können bauseitige Spezialgeräte die Signale des Zuführgeräts stören, wodurch das Blasluftmagnetventil versehentlich ausgelöst wird und ebenfalls eine doppelte Zuführung erfolgt.
Wichtigste Schlussfolgerung
Verklemmungen in automatischen Schraubenzuführsystemen sind multifaktoriell bedingt. Nur wenn man sich systematisch mit der Konstruktion der Zuführung, der Qualität der Rohre, der Geometrie des Mundstücks und der Robustheit der Steuerlogik befasst, kann das Risiko minimiert und die Betriebszeit der Anlage maximiert werden.