Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Neues aus der Industrie
{{{sourceTextContent.title}}}
Was ist das Arbeitsprinzip eines Schneckenstufenförderers?
{{{sourceTextContent.subTitle}}}
Arbeitsprinzip eines Schneckenstufenförderers
{{{sourceTextContent.description}}}
Schneckendosierer sind in der Elektronikfertigung, der Automobilmontage, der Haushaltsgeräteproduktion und anderen Branchen weit verbreitet. Das System besteht hauptsächlich aus Kernkomponenten wie einem Trichter, einem Schiebemechanismus, einer linearen Vibrationsbahn, einem Schraubentrennmechanismus, einem Blasrohr und einem Steuersystem, die einen vollständigen automatischen Förderkreislauf bilden. Es ermöglicht einen vollautomatischen Schraubenfluss vom Lager bis zur Schraubstation, wodurch manuelle Eingriffe erheblich reduziert und Probleme wie verpasste Zuführung, falsche Zuführung und geringe Effizienz im Zusammenhang mit manueller Schraubenhandhabung vermieden werden. In diesem Artikel wird das Funktionsprinzip von Schraubenzuführgeräten unter den Aspekten des strukturellen Aufbaus, des Arbeitsablaufs und der Funktionen der Kernkomponenten analysiert. Dabei wird eingehend untersucht, wie sie durch das koordinierte Zusammenwirken verschiedener Mechanismen eine präzise Schraubenförderung erreichen.
I. Trichter: Schneckenspeicherung und Erstbeschickung
Der Trichter ist das wichtigste Bauteil des Schneckendosierers und dient in erster Linie der Lagerung der zu fördernden Schrauben. Seine Konstruktion wirkt sich direkt auf die Effizienz der Beschickung und den reibungslosen Ablauf der anschließenden Förderung aus. Der Boden der Trichter von Schneckendosierern mit Stufenförderern hat in der Regel eine schräge Struktur. Das Grundprinzip dieser Konstruktion besteht darin, die Schwerkraft zu nutzen, damit die Schrauben im Trichter auf natürliche Weise nach unten in den vorgesehenen Schiebebereich gleiten können, wodurch eine Schraubenansammlung und ein Verklemmen im Trichter verhindert werden. Die Trichterkapazität sollte entsprechend den Kapazitätsanforderungen der Produktionslinie und den Schraubenspezifikationen ausgewählt werden. Das Fassungsvermögen des Trichters von Schneckendosierern für große Produktionslinien kann mehr als 4 Liter betragen, und der Boden des Trichters ist mit einem Sensor für niedrige Füllstände ausgestattet, der in Verbindung mit einer automatischen Nachfülleinrichtung eine lang anhaltende, ununterbrochene Zufuhr ermöglicht. Bei kleinen Präzisionsproduktionslinien wird mehr Wert auf Kompaktheit und Flexibilität gelegt, um Platz zu sparen.
II. Schiebemechanismus: Primäre Energiequelle für die Förderung von Schrauben
Der Schubmechanismus ist die zentrale Kraftkomponente, die den anfänglichen Schraubenvorschub im Schraubenzuführer ermöglicht. Seine Betriebsstabilität bestimmt direkt die Kontinuität der Schraubenzuführung. Der Schubmechanismus besteht hauptsächlich aus einem Zylinder, einer Schubplatte und einer Rückstellvorrichtung. Wenn die Schrauben im Trichter nach unten in den Schubbereich rutschen, sendet das Steuersystem ein Startsignal, das auf der verbleibenden Schraubenmenge in der nachfolgenden linearen Vibrationsbahn basiert und den Zylinder antreibt, um die Schubplatte nach oben zu bewegen und die Schrauben schrittweise in die lineare Vibrationsbahn zu schieben. Nach Beendigung des Schiebevorgangs fährt der Zylinder die Schubplatte schnell zurück. Zu diesem Zeitpunkt füllen sich die Schrauben im Trichter aufgrund der Schwerkraft auf natürliche Weise wieder auf und warten auf den nächsten Schubvorgang, wodurch ein stabiler Schubzyklus entsteht.
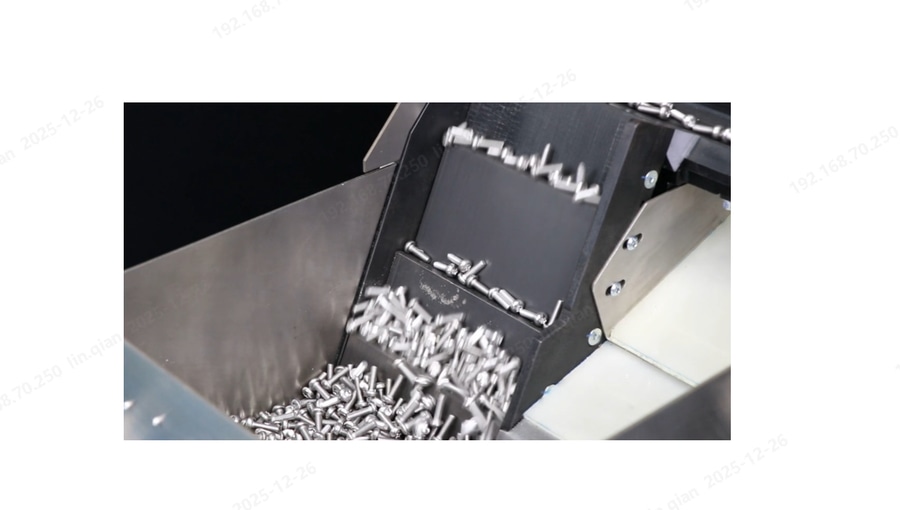
III. Lineare Schwingungsbahn: Korrektur der Schraubenausrichtung und Sortierförderer
Die lineare Vibrationsbahn ist die Schlüsselkomponente des Schneckenzuführers, die die Korrektur der Schneckenausrichtung und die Sortierförderung ermöglicht. Basierend auf dem Prinzip der elektromagnetischen Vibration erzeugt der elektromagnetische Vibrator am unteren Ende der Schiene hochfrequente Mikrovibrationen, die die Schiene in eine hochfrequente lineare Hin- und Herbewegung versetzen. Durch den Vibrationseffekt werden die Schrauben entlang der Schiene vorwärts befördert. Wenn Schrauben auf der Schiene befördert werden, können nur die Schrauben mit der vorgegebenen Ausrichtung (normalerweise Kopf nach oben, Gewinde nach unten) reibungslos entlang der Führungsrille auf der Innenseite der Schiene vorrücken. Schrauben mit ungeeigneten Ausrichtungen (z. B. mit dem Kopf nach unten, gekippt usw.) werden durch den Luftblasmechanismus auf einer Seite der linearen Vibrationsbahn von der Bahn geblasen und fallen zurück in den Trichter zur Nachsiebung. Die Vibrationsfrequenz der linearen Vibrationsbahn kann über das Steuerungssystem entsprechend den Parametern wie Gewicht und Größe der Schnecke eingestellt werden, um eine angemessene Fördergeschwindigkeit zu erreichen. Fortschrittliche lineare Vibrationsbahnen für Schneckenförderer verfügen außerdem über adaptive Funktionen, die die Vibrationsfrequenz automatisch an das Gewicht anpassen können, um eine stabile Vorwärtsbewegung zu gewährleisten, unabhängig davon, ob sich viele oder wenige Schnecken auf der Bahn befinden.
IV. Mechanismus zur Schraubentrennung: Schraubenvereinzelung für Einzelstückzuführung
Der Schraubenvereinzelungsmechanismus ist die Kernkomponente, die die Einzelstückzuführung von Schrauben im Schraubenzuführgerät ermöglicht. Seine Aufgabe ist es, den kontinuierlichen Schraubenstrom, der von der linearen Vibrationsbahn gefördert wird, in einzelne Schrauben zu trennen und diese in das Blasrohr zu leiten. Wenn die Schrauben über die lineare Vibrationsbahn zum Einlass des Trennmechanismus befördert werden, sendet das Steuersystem je nach Bedarf des Schraubvorgangs ein Trennsignal, so dass eine einzelne Schraube in den Einlass des Blasrohrs fallen kann. Die Vereinzelungsfrequenz wird mit dem Tempo des nachfolgenden Schraubvorgangs synchronisiert, um sicherzustellen, dass bei jedem Schraubvorgang eine Schraube zugeführt wird. Am Vereinzelungsmechanismus des Schraubenzuführers kann auch ein Anwesenheitssensor angebracht werden, um Fehl- oder Mehrfachvereinzelungen zu vermeiden.
V. Blasrohr: Endgültiger Zuführkanal für Schrauben
Das Blasrohr ist der wichtigste Kanal für die Zuführung der Schrauben vom Trennmechanismus zur Nase des Schraubmoduls. Wenn eine einzelne Schraube in das Blasrohr fällt, aktiviert das Steuerungssystem die Drucklufteinrichtung, um Druckluft in das Blasrohr einzuleiten. Unter dem Druck der Luft bewegt sich die Schraube mit hoher Geschwindigkeit durch das Blasrohr. Die Innenwand des Blasrohrs ist in der Regel so behandelt, dass sie glatt ist, um die Reibung zu verringern, wenn sich die Schraube im Rohr vorwärts bewegt, so dass ein Verklemmen der Schraube oder ein Zerkratzen des Gewindes durch Reibung verhindert wird. Die Länge und der Durchmesser des Blasrohrs sind auf den Abstand der Schraubstation und die Schraubenspezifikationen abgestimmt, um sicherzustellen, dass die Schraube schnell und reibungslos die Modulnase unter Luftdruck erreichen kann, woraufhin der Schraubmechanismus in Gang gesetzt wird, um den Schraubvorgang abzuschließen.
Durch das koordinierte Zusammenwirken der oben genannten Komponenten erreicht der Schraubenzuführer eine vollautomatische Förderung der Schrauben vom Lager bis zur Verschraubung, wodurch die Produktionseffizienz und die Verschraubungsqualität erheblich verbessert werden. Das System findet breite Anwendung bei der Montage von Produkten wie Mobiltelefonen, Computern und Tablets in der Elektronikindustrie, bei der Montage von Komponenten in der Automobilindustrie, bei der Herstellung von Haushaltsgeräten wie Kühlschränken, Waschmaschinen und Klimaanlagen sowie in High-End-Produktionsbereichen wie medizinischen Geräten und Präzisionsinstrumenten. In Zukunft wird sie sich auch in Richtung größerer Präzision, höherer Effizienz und intelligenterer Intelligenz entwickeln und die intelligente Aufrüstung automatisierter Produktionslinien weiter fördern.



