Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Produkttrends
{{{sourceTextContent.title}}}
Wie erreicht eine Mehrspindel-Schraubenanzugsmaschine einen hochpräzisen, gemeinsamen Anzug?
{{{sourceTextContent.subTitle}}}
hochpräzises kollaboratives Schraubenanziehen, mehrspindliger Schraubenanzug, automatisches Schraubsystem
{{{sourceTextContent.description}}}
In der Automobilherstellung, im Maschinenbau, bei der Montage von Großgeräten und in anderen Bereichen entscheidet die Qualität der Verschraubung von Mehrschraubenverbindungen direkt über die Stabilität und Sicherheit des Produkts. Einspindelige Schraubmaschinen können die Anforderungen der synchronen Montage von Mehrschraubenverbindungen nicht mehr erfüllen, was zum Aufkommen von mehrspindligen Schraubmaschinen geführt hat, deren Kernkompetenz das hochpräzise kollaborative Verschrauben ist. Viele Menschen verstehen unter synchronem Anziehen vereinfachend, dass alle Spindeln gleichzeitig starten und gleichzeitig stoppen" In Wirklichkeit erfordert die hochpräzise Zusammenarbeit eine Abstimmung von Drehmoment, Position und Geschwindigkeit in Echtzeit, um einen synchronen Schraubvorgang über alle Spindeln hinweg zu gewährleisten und eine gleichmäßige Vorspannkraft für jede Schraube zu garantieren. Die folgenden Abschnitte bieten eine eingehende Analyse der Schlüssellogik hinter dem hochpräzisen kollaborativen Anziehen in Mehrspindel-Schraubenanzugsmaschinen und decken die Kernkonzepte, Implementierungspfade, zusätzliche Sicherheitsvorkehrungen und den Anwendungswert ab:
I. Kernkonzepte: Ziele und Missverständnisse des kollaborativen Schraubens
Hauptziel: Lösung des Problems der "ungleichmäßigen Kraftverteilung" bei der Montage mehrerer Schrauben durch dynamische Zusammenarbeit mehrdimensionaler Parameter, um eine gleichmäßige und konsistente Vorspannkraft über alle Schrauben zu erreichen und Probleme zu vermeiden, bei denen einige Schrauben locker sind, während andere überlastet sind.
Häufiges Missverständnis: Synchrones Anziehen ist nicht nur "gleichzeitiges Starten und Stoppen" Wenn nur die Synchronisierung der Vorgänge angestrebt und die Zusammenarbeit der Parameter ignoriert wird, tragen die Schrauben, die zuerst angezogen werden, vorzeitig den größten Teil der Last, wodurch es für die nachfolgenden Schrauben schwierig wird, die vorgegebene Vorspannkraft zu erreichen. Dies kann zu strukturellen Verformungen des Produkts, zum Versagen der Verbindung und zu anderen Risiken führen, was möglicherweise schwere Sicherheitsunfälle in schwer belasteten Hochgeschwindigkeitsanlagen auslösen kann.
II. Die wichtigsten Wege zum Erreichen eines hochpräzisen gemeinsamen Anziehens
Grundlegende Garantie: Verteilte Architektur mit unabhängigen Steuerungen
Jede Schraubspindel ist mit einer eigenen, unabhängigen Steuerung ausgestattet, anstatt dass eine einzige Steuerung alle Spindeln verwaltet. Durch diese Konstruktion können Drehmoment-, Positions- und Drehzahldaten für jede Spindel unabhängig und genau erfasst und gesteuert werden, wodurch Verzögerungen oder Fehler vermieden werden, die durch übermäßige Datenverarbeitung in einer einzelnen Steuerung verursacht werden. Jede unabhängige Steuerung fungiert als "dedizierte Steuereinheit", die in der Lage ist, in Echtzeit auf den Betriebsstatus der entsprechenden Spindel zu reagieren und Daten für nachfolgende gemeinsame Anpassungen zu liefern.
Daten-Hub: Echtzeit-Datenaustausch über einen Hochgeschwindigkeits-Bus
Mehrere unabhängige Steuerungen bilden ein Netzwerk, das über einen Hochgeschwindigkeitsbus miteinander verbunden ist und die Übertragung und gemeinsame Nutzung von Daten in Echtzeit ermöglicht. Während des Schraubvorgangs werden die Echtzeit-Betriebsparameter jeder Spindel (Drehmomentänderungen, Positionsverlauf, Betriebsgeschwindigkeit) über den Hochgeschwindigkeitsbus mit der Hauptsteuereinheit des Systems synchronisiert. Die Master-Steuerungseinheit führt in Echtzeit eine vergleichende Analyse aller Parameter durch, wodurch die Informationssilos zwischen den Spindeln aufgebrochen werden und das System in die Lage versetzt wird, die Dynamik des Schraubvorgangs global zu erfassen und eine zeitnahe und genaue Entscheidungsgrundlage für gemeinsame Anpassungen zu schaffen.
Kerntechnologie: Hochpräziser Servoantrieb und doppelte Drehmoment-Winkelregelung im geschlossenen Regelkreis
Das Servo-Antriebssystem kann die Betriebsgeschwindigkeit und das Ausgangsdrehmoment der Schraubspindeln entsprechend den Anweisungen der Steuerung anpassen und gewährleistet einen stabilen und kontrollierbaren Spindelbetrieb. Die doppelte Drehmoment-Winkel-Regelung ermöglicht eine doppelte Überwachung: Der Drehmoment-Regelkreis überwacht und passt das Ausgangsdrehmoment in Echtzeit an, um Drehmomentanomalien zu vermeiden; der Winkel-Regelkreis verfolgt den Drehwinkel, der dem Fortschritt beim Anziehen der Schrauben entspricht. Wenn die übergeordnete Steuereinheit feststellt, dass eine Spindel in der Position voraus ist, weist sie den Regler dieser Spindel an, die Drehzahl zu verringern und zu warten, bis die anderen Spindeln aufgeholt haben; wenn eine Spindel im Fortschritt zurückbleibt, werden die Parameter entsprechend angepasst, um sicherzustellen, dass alle Spindeln synchron vorankommen.
III. Ergänzende Schutzmaßnahmen: Adaptive Kalibrierungsfunktion
In verschiedenen Montageszenarien ändern sich Schraubenspezifikationen, Werkstückmaterialien, Verbindungsbedingungen und andere Faktoren, die sich auf die Drehmoment- und Winkelveränderungsmuster während des Anziehens auswirken. Die adaptive Kalibrierungsfunktion der Anlage kann vor dem formalen Anziehen relevante Parameter durch Probeschrauben erfassen und die Steuerungsparameter für jede Spindel automatisch optimieren, um sicherzustellen, dass sich die kollaborative Logik an unterschiedliche Montageanforderungen anpasst. Diese Funktion erhöht nicht nur die Vielseitigkeit der Anlage, sondern verbessert auch die Präzision und Stabilität des kollaborativen Schraubens.
IV. Anwendungswert: Verbesserung der Montagequalität und -stabilität
Sicherstellung der Produktzuverlässigkeit: Durch die Gewährleistung einer gleichmäßigen und konsistenten Vorspannkraft für alle Schrauben werden die Qualität der Produktmontage und die strukturelle Zuverlässigkeit erheblich verbessert, wodurch die durch Montagefehler verursachten Nacharbeits- und Reparaturkosten reduziert werden.
Verringerung menschlicher Eingriffe: Die automatisierte kollaborative Steuerung reduziert manuelle Eingriffe, vermeidet den Einfluss menschlicher Faktoren auf die Anzugsqualität und verbessert die Stabilität und Wiederholbarkeit des Montageprozesses.
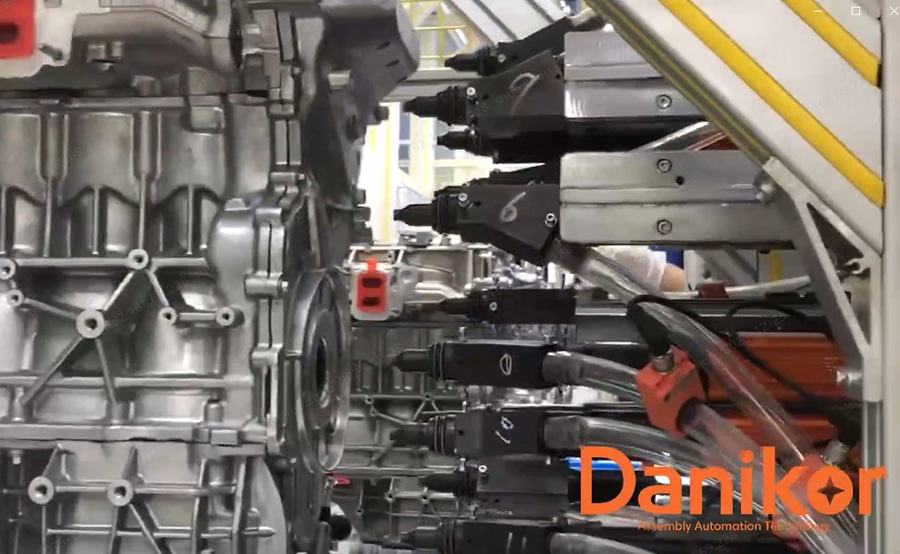
Anpassung an Szenarien mit hohen Anforderungen: In Bereichen mit strengen Qualitätsanforderungen an die Montage, wie z. B. bei der Montage von Fahrgestellen und Zylinderblöcken in der Automobilindustrie sowie bei der Verbindung großer Maschinen, ist sie zu einer wichtigen Unterstützung bei der Verbesserung der Wettbewerbsfähigkeit von Produkten geworden.
Das hochpräzise kollaborative Anziehen von Mehrspindel-Schraubenanzugsmaschinen ist nicht das Ergebnis einer einzigen Technologie, sondern vielmehr das Produkt mehrerer Technologien, darunter unabhängige Steuerungen, Hochgeschwindigkeitsbusse, Servoantriebe und eine doppelte Regelung. Die Kernlogik besteht in der dynamischen Synchronisierung des Schraubvorgangs über alle Spindeln hinweg durch eine präzise mehrdimensionale Zusammenarbeit der Parameter in Echtzeit, die eine einheitliche und konsistente Schraubenvorspannkraft gewährleistet. Da die Anforderungen an die Qualitätsstabilität in der industriellen Montage weiter steigen, wird die hochpräzise kollaborative Schraubtechnik weiter optimiert und bietet zuverlässige Garantien für eine qualitativ hochwertige Montage in immer mehr Branchen.