Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Neues aus der Industrie
{{{sourceTextContent.title}}}
Warum rutscht das Schraubengewinde?
{{{sourceTextContent.subTitle}}}
Gewindeschlupflösung, elektrischer Industrieschraubendreher, Präzisions-Drehmomentschraubendreher
{{{sourceTextContent.description}}}
In den Montagewerkstätten der Fertigungsindustrie ist Gewindeschlupf zweifellos eines der lästigsten Probleme. Er führt nicht nur zu Nacharbeit und erhöhtem Materialverlust, sondern kann auch ein ernsthaftes Sicherheitsrisiko darstellen. Viele Leute führen den Gewindeschlupf einfach auf "zu viel Kraftaufwand" zurück, aber der dahinter stehende Fehlermechanismus ist viel komplexer. In diesem Artikel werden die Ursachen des Fadenschlupfes näher beleuchtet und eine effiziente und zuverlässige Lösung zur Vorbeugung vorgestellt.
I. Was ist Fadenschlupf?
Was wir gemeinhin als "Gewindeschlupf" bezeichnen, entspricht in der Technik oft zwei Arten von Fehlern:
Bruch des Gewindes (oder Schraubengewindes): Wenn die auf die Gewindeverbindung ausgeübte axiale Zugkraft die Scherfestigkeit des Gewindematerials selbst übersteigt, wird das Gewinde plastisch verformt oder sogar vollständig abgeschert, was zu einem vollständigen Versagen der Verbindung führt.
Ausreißen des Gewindes (oder der Bohrung): Hierbei wird in der Regel das Innengewinde (z. B. in einer Mutter oder einer Gewindebohrung in einem Werkstück) abgenutzt oder abgeschert, so dass sich die Schraube frei drehen kann, ohne angezogen zu werden.
Unabhängig von der Art ist das Ergebnis katastrophal: Versagen der Verbindung, Versagen der Montage.
II. Warum kommt es zu Gewindeschlupf?
Gewindeschlupf tritt auf, wenn der Scherwiderstand des Gewindes geringer ist als die tatsächliche Axialkraft, die bei der Montage entsteht. Wie kommt es also zu diesem Ungleichgewicht zwischen "Kapazität" und "Bedarf"? In der Regel gibt es vier Hauptfaktoren, die dazu beitragen:
Achsversetzte Montage (Kreuzgewindeschneiden): Wenn der Schraubendrehereinsatz nicht koaxial zur Schraube ist und die Schraube schräg in das Gewindeloch eindringt, wird die Kraft auf das Gewinde extrem ungleichmäßig. Die Axialkraft, die eigentlich gleichmäßig auf alle Gewinde wirken sollte, konzentriert sich plötzlich auf eine Seite oder auf einige wenige Gewinde. Die lokale Spannung übersteigt bei weitem die Streckgrenze des Materials, so dass die Gewinde zuerst brechen oder sich verformen, was eine Kettenreaktion auslöst und schließlich zu Gewindeschlupf führt.
Überhöhte Drehgeschwindigkeit: Wenn die Schraube kurz vor dem vollständigen Einsetzen steht (der "Einsetzpunkt"), besitzen die rotierenden Teile eine erhebliche Trägheit. Selbst wenn der Bediener den Schalter sofort loslässt, kann das Werkzeug nicht sofort anhalten. Diese Trägheit erzeugt ein zusätzliches Drehmoment, das den voreingestellten Drehmomentbereich sofort überschreiten kann, wodurch ein "Drehmomentüberschwinger" entsteht, der einen zerstörerischen Einfluss auf die Gewinde ausübt, die sich bereits ihrer Grenze nähern.
Übermäßig hohe Drehmomenteinstellung: Um sicherzustellen, dass die Verbindung "fest genug" ist, neigen viele Bediener dazu, das obere Drehmomentlimit des Werkzeugs zu hoch einzustellen. Diese Praxis gewährleistet zwar die Vibrationsfestigkeit, führt aber dazu, dass die Gewinde nahe oder über ihre Belastungsgrenze hinaus arbeiten. Bei geringfügigen Schwankungen im eingehenden Material oder im Montageprozess kann eine zu hohe Drehmomentobergrenze zum endgültigen Bruch des Gewindes führen.
Schlechte Konsistenz des zugeführten Materials: Wenn die Schrauben- oder Werkstückgewinde Maßabweichungen, eine unzureichende Härte, Oberflächengrate oder eine ungleichmäßige Schichtdicke aufweisen, wird ihre Scherfestigkeit erheblich beeinträchtigt. In solchen Fällen können selbst Standard-Montageverfahren zu Gewindeschlupf führen.
III. Wie kann man Gewindeschlupf verhindern?
Um das Problem des Gewindeschlupfes grundlegend zu lösen, müssen Maßnahmen in mehreren Dimensionen ergriffen werden, z. B. "Mensch, Maschine, Material, Methode, Umwelt" Der Kern liegt in der Anwendung wissenschaftlicherer und intelligenterer Anzugsmethoden.
Menschen: Standardisieren Sie die Arbeitsabläufe, um die menschliche Variabilität zu verringern. Führen Sie standardisierte Arbeitsanweisungen und Betriebsschulungen ein und schärfen Sie das Qualitätsbewusstsein.
Maschine: Wählen Sie hochpräzise, intelligente Servo-Elektroschrauber mit Funktionen zur Erkennung von Gewindeschlupf (Drehmoment- und Winkelanalyse), um die Überwachung und Rückverfolgbarkeit von Prozessdaten zu gewährleisten.
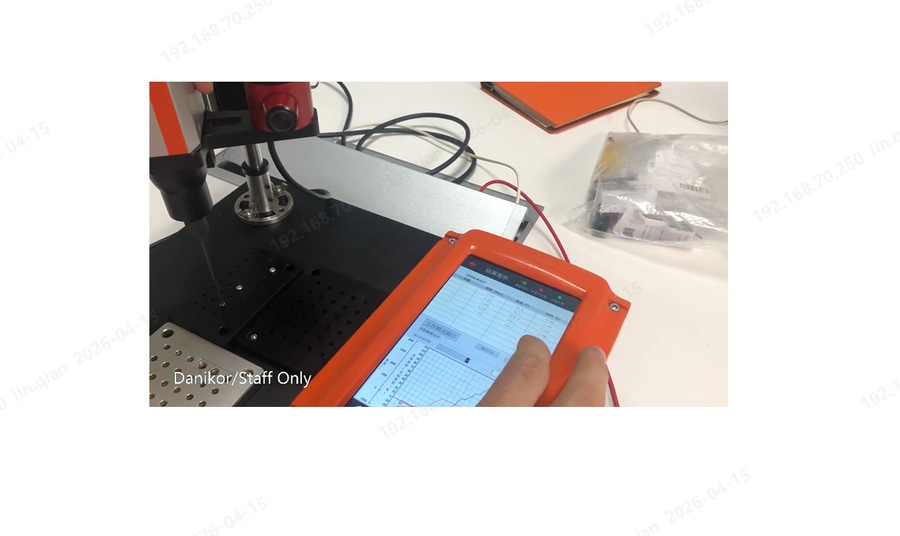
Verfahren: Optimieren Sie die Anzugsstrategien. Anwendung einer Drehmoment- und Winkelkontrollstrategie, um abnormale Gewindeschlupfbedingungen während des Anziehens zu erkennen. Sammeln und speichern Sie Anzugsdaten und -kurven für die spätere Analyse und Rückverfolgbarkeit.
Werkstoff: Achten Sie auf die Übereinstimmung und Konsistenz der Schraubenmaterialien. Stimmen Sie die Festigkeit der Schraube und des zu befestigenden Materials sinnvoll aufeinander ab.
Umgebung: Sorgen Sie für eine stabile Montageumgebung. Schützen Sie kritische Arbeitsplätze vor Staub und Ölverschmutzung. Kontrollieren Sie Temperatur und Luftfeuchtigkeit, um Reibungsschwankungen zu reduzieren.
Obwohl Gewindeschlupf auf den ersten Blick ein geringes Problem zu sein scheint, kann er die Qualität der Konstruktion und die Sicherheit der Ausrüstung beeinträchtigen. Die Hauptursachen sind hauptsächlich drei Kategorien: unsachgemäße Bedienung, minderwertige Materialien und raue Einsatzbedingungen, wobei unsachgemäße Bedienung am leichtesten zu vermeiden ist. Im täglichen Gebrauch können die Auswahl der richtigen Schrauben und Werkzeuge, die Standardisierung der Arbeitsabläufe und die Ergreifung von Schutzmaßnahmen einen Gewindeschlupf wirksam verhindern.