Automatische Übersetzung anzeigen
Dies ist eine automatisch generierte Übersetzung. Wenn Sie auf den englischen Originaltext zugreifen möchten, klicken Sie hier
#Neues aus der Industrie
{{{sourceTextContent.title}}}
Häufige Fehler beim Anziehen: Entsprechende Kurvenmerkmale und Fehlerbehebungspunkte
{{{sourceTextContent.subTitle}}}
hochpräzisions-Elektroschrauber, Elektroschraubersystem, Elektroschrauber mit Datenrückverfolgung
{{{sourceTextContent.description}}}
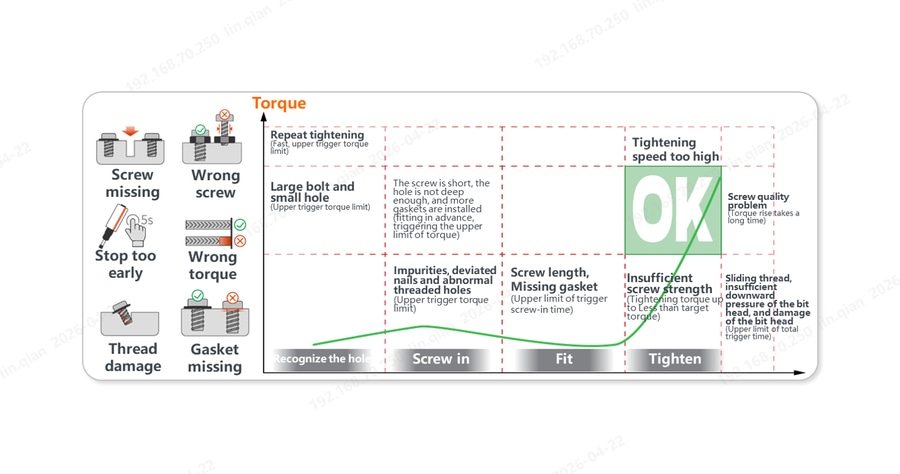
Im eigentlichen Montageprozess, der von verschiedenen Faktoren wie Schraubenqualität, Betriebsverfahren, Anlagenparametern und Bauteilzustand beeinflusst wird, treten häufig Anzugsfehler auf. Jede Art von Fehler hinterlässt eine einzigartige "Spur" auf der Anzugskurve. Die Beherrschung der Merkmale dieser Kurven hilft bei der schnellen Fehlerbehebung, der Optimierung von Anzugsstrategien und der Reduzierung von Nacharbeit und Bauteilschäden.
1. Wiederholtes Anziehen: Die Kurve steigt in kurzer Zeit stark an und verursacht ein Überschwingen des Drehmoments.
Wiederholtes Anziehen ist einer der häufigsten Fehler in der Praxis, meist verursacht durch Bedienerfehler oder abnormale Geräteprogramme, die dazu führen, dass dieselbe Schraube zweimal oder öfter angezogen wird. Das Hauptmerkmal der entsprechenden Kurve ist, dass das Drehmoment innerhalb eines kurzen Zeitraums (typischerweise einige Sekunden) stark ansteigt und den Sollwert weit übersteigt, was zu einem "Drehmomentüberschwingen" führt. Normales Anziehen hat einen gleichmäßigen, gepufferten Drehmomentanstieg zur Folge, aber bei wiederholtem Anziehen wird das Drehmoment erneut auf eine Schraube aufgebracht, die bereits das Zielmoment erreicht hat, wodurch das Drehmoment sofort in die Höhe schießt. Messungen an einem Arbeitsplatz ergaben, dass das Drehmoment für eine wiederholt angezogene Schraube innerhalb von 3 Sekunden sprunghaft anstieg, während das Intervall beim normalen Anziehen mehr als 7 Sekunden betragen musste. In schweren Fällen kann dies zum Bruch der Schraube führen. Bei der Fehlersuche sollte vor allem das Anzugsprogramm des Geräts (ob es eine Funktion gegen wiederholtes Anziehen hat) und die Einhaltung der Verfahren durch den Bediener überprüft werden.
2. Schwebende Schraube oder zu kurze Schraube: Die Kurve steigt normal an, aber der Anzugswinkel ist zu klein.
Eine schwimmende Schraube (bei der die Schraube nicht vollständig auf dem zu verschraubenden Teil sitzt und einen Spalt hinterlässt) oder eine zu kurze Schraube führt zu einem vorzeitigen Ende des Anziehvorgangs. Das Merkmal der entsprechenden Kurve ist: Der Trend des Drehmomentanstiegs entspricht im Wesentlichen einer normalen Kurve, ohne offensichtliche Anomalien, aber der Anzugswinkel ist viel kleiner als der Standardwert. Da die Schraube die voreingestellte Einschraubtiefe nicht erreicht oder nicht lang genug ist, kann sie die elastische Verformungsphase nicht vollständig abschließen. Sobald das Drehmoment einen bestimmten Wert erreicht, hört es auf zu steigen, und der Anzugswinkel nimmt nicht mehr entsprechend zu. Dieser Fehler führt zu einer unzureichenden Vorspannung, wodurch sich die Bauteile lockern können. Überprüfen Sie bei der Fehlersuche die Schraubenspezifikationen (ob sie zum Werkstück passen), ob sich Ablagerungen auf der Oberfläche der verbundenen Teile befinden (was zu einer schwimmenden Schraube führt) oder ob die Lochtiefe unzureichend oder der Lochdurchmesser zu klein ist, was einen normalen Schraubensitz verhindert.
3. Abnormales Gewinde/Gewindebohrung/Produktoberfläche: Unregelmäßiger Sitz und Eingriff, unregelmäßige Krümmung.
Wenn das Schraubengewinde oder die Gewindebohrungen beschädigt, verrostet oder durch Fremdkörper verstopft sind oder wenn die Oberfläche des zu verbindenden Teils uneben oder mit Öl verunreinigt ist, kommt es zu einem abnormalen Sitz- und Eingriffsprozess der Schraube. Die entsprechende Kurve weist kein klares Phasenmuster auf. Zu den spezifischen Erscheinungsformen gehören: ein unregelmäßig schwankendes Drehmoment während der Phase des Einschraubens und des Aufsetzens des Gewindes, anstatt gleichmäßig anzusteigen; nach dem Eintritt in die Aufsetzphase ist der Drehmomentanstieg ungeordnet und zeigt möglicherweise "klebrige" Schwankungen (ähnlich einer Sägezahnwelle), oft begleitet von einem "knarrenden" Geräusch während der Montage. Dies liegt daran, dass mikroskopisch kleine Vorsprünge auf den Gewinden ständig klemmen und rutschen und dadurch anormale Reibungsschwankungen verursachen. Die Fehlerbehebung umfasst das Reinigen der Gewinde und Bohrungen von Verunreinigungen, das Entfernen von Rost, das Überprüfen der Gewinde auf Kratzer oder Verformungen, das Ersetzen beschädigter Schrauben oder das Reparieren von Gewindebohrungen sowie gegebenenfalls das Auftragen einer angemessenen Menge Schmiermittel zur Verringerung der Reibung.
4. Anzugsgeschwindigkeit zu hoch: Drehmomentüberschwinger, steile Kurve ohne Pufferung.
Wenn die Anzugsgeschwindigkeit zu hoch ist, wird das Drehmoment zu schnell übertragen. Die Schraube kann keine gleichmäßige elastische Verformung vollziehen, was zu einem Überschwingen des Drehmoments führt. Die entsprechende Kurve ist gekennzeichnet durch einen ungewöhnlich steilen Anstieg des Drehmoments ohne normale Pufferungsphase, wobei der Sollwert des Drehmoments schnell überschritten wird und die lineare Beziehung zwischen Winkel und Drehmoment gestört ist. Die hohe Geschwindigkeit verhindert, dass das Gerät die Drehmomentschritte präzise steuern kann, was ein "Überschwingen" wahrscheinlich macht. Dies verursacht nicht nur eine übermäßige Vorspannung, sondern kann auch zu einer Verformung der Schraube oder zum Abreißen des Gewindes führen. Zur Optimierung sollte die Geschwindigkeit des Anzugsgeräts an die Schraubenspezifikationen und den Werkstoff angepasst werden, um solche Probleme zu vermeiden.
5. Schlechte Schraubenqualität oder fehlende Unterlegscheibe: Bei gleichem Drehmoment ist der Winkel zu groß.
Weist eine Schraube Qualitätsmängel auf (z.B. ungenügende Gewindegenauigkeit, ungleichmäßiges Material) oder wird bei der Montage eine Unterlegscheibe weggelassen, sinkt der Widerstand beim Anziehen. Um den gleichen Drehmomentwert wie bei einem normalen Anzug zu erreichen, ist ein größerer Winkelausgleich erforderlich. Die Charakteristik der entsprechenden Kurve ist: Das Drehmoment steigt langsamer an, und der Winkel, der dem gleichen Drehmoment entspricht, ist viel größer als der Standardwert. Bei normalem Erreichen des Zieldrehmoments könnte der Winkel beispielsweise 180° betragen, aber bei diesem Fehler könnte der Winkel 250° oder mehr erreichen. Eine fehlende Unterlegscheibe führt zu einer unzureichenden Dämpfung der verbundenen Teile, wodurch sich die Schraube leicht lösen kann. Probleme mit der Schraubenqualität können zu einem späteren Bruch führen. Die Fehlerbehebung umfasst die Prüfung der Schraubenqualität, die Überprüfung des Montageprozesses (Bestätigung, ob Unterlegscheiben installiert sind) und die Verringerung der Auswirkungen von Gewindefehlern.
6. Abgerissenes Gewinde, Abrutschen des Bits oder beschädigte Gewindebohrung: Der Winkel steigt übermäßig an, während das Drehmoment nicht signifikant ansteigt.
Abgerissene Gewinde (Gewindeverschleiß, Verlust des Eingriffs), Bitschlupf (schlechter Sitz zwischen Bit und Schraubenkopf, was zu Schlupf führt) oder ein beschädigtes Gewindeloch verhindern, dass das Drehmoment effektiv auf die Schraube übertragen wird. Während des Anziehens nimmt der Winkel weiter zu, aber das Drehmoment bleibt auf einem niedrigen Niveau ohne signifikanten Aufwärtstrend. Das Merkmal der entsprechenden Kurve ist: Der Winkel steigt deutlich an und übersteigt den Standardwert sogar um das 2-3fache, aber das Drehmoment bleibt niedrig und erreicht nicht den Zielwert. In einigen Fällen kann es zu einem "plötzlichen Kraftverlust" kommen, bei dem das Drehmoment um mehr als 30 % abfällt, ähnlich wie bei einer Achterbahn, die ihren Höhepunkt erreicht und dann plötzlich abfällt. Dies geschieht, weil die Zähne des Gewindes gebrochen sind und nicht mehr wirksam eingreifen. Die Fehlerbehebung umfasst den Austausch beschädigter Schrauben oder Bits, die Reparatur oder das erneute Anschneiden des Gewindelochs, die Vergrößerung der effektiven Gewindeeingriffslänge und die Verstärkung der Härte der Gewindezähne, um zu verhindern, dass dieser Fehler erneut auftritt.
Die intelligenten Anziehwerkzeuge von Danikor können Drehmoment- und Winkelwerte während des gesamten Anziehvorgangs in Echtzeit überwachen, automatisch entsprechende Kurven erstellen und speichern, verschiedene Anomalien wie z. B. schwimmende Höhe oder Gewindeverluste genau erkennen und Echtzeit-Feedback zu den Anziehergebnissen liefern. Dies reduziert effektiv die Kosten für spätere Fehlersuche und Nacharbeit. Darüber hinaus können die Anzugsdaten exportiert und in MES-Systeme hochgeladen werden, was die spätere Rückverfolgbarkeit der Qualität und die Datenanalyse erleichtert. Sowohl Bediener an der Frontlinie als auch Ingenieure für die Prozessoptimierung sollten die Analyse und Anwendung von Anzugskurven schätzen, um die Anzugsgenauigkeit und Betriebseffizienz weiter zu verbessern und eine zuverlässige Garantie für die Produktqualität zu bieten.